
Telwin INVERPULSE 320 MIG TIG MMA Sprzęt spawalniczy – Instrukcja obsługi w formacie pdf, czytaj online za darmo. Mamy nadzieję, że okaże się ona pomocna w przypadku jakichkolwiek pytań związanych z użytkowaniem urządzenia.
Jeśli nadal masz wątpliwości, zadaj pytanie w komentarzach pod instrukcją.
"Ładowanie instrukcji" oznacza, że musisz poczekać na pobranie pliku, aby móc go przeczytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od szybkości łącza internetowego.










- 98 -
zacisk znajdujący się na wyposażeniu urządzenia.
5.5.1.3 Podłączenie przewodu powrotnego prądu spawania
Podłączyć do spawanego przedmiotu lub do metalowego stołu spawalniczego, na
którym jest ułożony, możliwie jak najbliżej do spawanego złącza.
Przewód ten należy podłączyć do zacisku z symbolem (-).
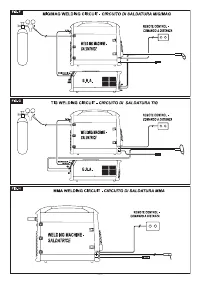
5.5.2 SPAWANIE METODĄ
TIG (RYS.G)
5.5.2.1 Podłączenie do butli gazowej
- Przykręcić reduktor ciśnienia do zaworu butli gazowej, wkładając specjalną redukcję
dostarczoną w akcesoriach urządzenia i przeznaczoną dla gazu Argon.
- Podłączyć rurę doprowadzającą gaz do reduktora i zacisnąć zacisk znajdujący się w
wyposażeniu; następnie połączyć drugi koniec rury ze specjalną złączką, znajdującą
się z tyłu spawarki i zacisnąć zacisk znajdujący się w wyposażeniu.
- Przed otwarciem zaworu butli należy poluzować nakrętkę regulującą reduktor
ciśnienia.
5.5.2.2 Podłączenie przewodu powrotnego prądu spawania
- Podłączyć przewód do spawanego przedmiotu lub do metalowego stołu, na którym
został umieszczony, najbliżej jak tylko jest to możliwe do wykonywanego złącza.
- Podłączyć przewód spawarki do szybkozłączki (+).
5.5.2.3 Podłączenie uchwytu spawalniczego
- Podłączyć uchwyt spawalniczy TIG do szybkozłączki (-), znajdującej się na przednim
panelu spawarki; podłączyć rurę doprowadzającą gaz oraz przewód sterującego
uchwyt spawalniczy.
5.5.3 SPAWANIE ELEKTRODĄ OTULONĄ METODĄ MMA (RYS. H)
5.5.3.1 Podłączenie uchwytu elektrody
Prawie wszystkie elektrody otulone należy podłączyć do bieguna dodatniego (+)
prądnicy; za wyjątkiem elektrod z powłoką kwasową, które należy podłączyć do
bieguna ujemnego (-)
Podłączyć przewód uchwytu elektrody do szybkozłączki (+) znajdującej się na
przednim panelu.
Uwaga:
w niektórych przypadkach zalecana jest biegunowość (-) w uchwycie
elektrody; należy więc sprawdzić zalecenia producenta elektrod.
5.5.3.2 Podłączenie przewodu powrotnego prądu spawania
- Podłączyć przewód do spawanego przedmiotu lub do metalowego stołu, na którym
został umieszczony, najbliżej jak tylko jest to możliwe do wykonywanego złącza.
- Podłączyć przewód spawarki do szybkozłączki (+).
5.5.4 Zalecenia
- Przekręcić do końca łączniki przewodów spawalniczych w szybkozłączkach (jeżeli
występują), aby zapewnić prawidłowy zestyk elektryczny; w przeciwnym przypadku
nastąpi przegrzanie łączników, co powoduje szybkie zużycie i utratę skuteczności.
- Zastosować możliwie jak najkrótsze przewody spawalnicze.
- Nie używać metalowych struktur nie będących częścią obrabianego przedmiotu, w
zastępstwie przewodu powrotnego prądu spawania; może to stanowić zagrożenie
dla bezpieczeństwa i obniżać wydajność procesu spawania.
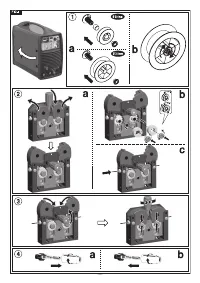
5.6 WPROWADZANIE SZPULI Z DRUTEM (Rys. I)
UWAGA! PRZED ROZPOCZĘCIEM WPROWADZANIA DRUTU NALEŻ
Y
UPEWNIĆ SIĘ, ŻE SPAWARKA ZOSTAłA WYŁĄCZONA I ODŁĄCZYĆ
ZASILANIE.
SPRAWDZIĆ, CZY ROLKI PODAJNIKA DRUTU, TULEJA PROWADZĄ
CA DRUT I
RURKA KONTAKTOWA UCHWYTU SPAWALNICZEGO ODPOWIADAJ
Ą ŚREDNICY
I RODZAJOWI ZASTOSOWANEGO DRUTU ORAZ CZY ZOSTAŁY PRAWIDŁOWO
ZAMONTOWANE. PODCZAS FAZ WPROWADZANIA DRUTU NALE
Ż
Y ZDJ
ĄĆ
RĘKAWICE OCHRONNE.
- Otworzyć pokrywę podajnika.
- Założyć szpulę z drutem na trzpień; upewnić się, czy bolec prowadzący trzpień jest
prawidłowo ułożony w odpowiednim otworze (1a).
- Zwolnić przeciwrolki/ę mocującą i odsunąć je/ją od rolek/i dolnych/ej (2a).
- Sprawdzić, czy rolka/i podajnika nadaje/ą są odpowiednie dla zastosowanego
rodzaju drutu (2b).
- Zwolnić koniec drutu, odciąć jednym cięciem zdeformowaną końcówkę i zaokrąglić;
obrócić szpulkę w kierunku przeciwnym do ruchu wskazówek zegara i włożyć
końcówkę drutu do tulejki prowadzącej wejściowej, wciskając na 50-100mm poprzez
tulejkę prowadzącą do złączki uchwytu spawalniczego (2c).
- Ponownie ustawić przeciwrolki/ę regulując naprężenie na średnią wartość,
sprawdzając czy drut jest prawidłowo umieszczony w rowku rolki dolnej (3).
- Dokręcić śrubę regulacyjną znajdującą się na środku, aby lekko zahamować trzpień
(1b).
- Zdjąć dyszę i rurkę kontaktową (4a).
- Włożyć wtyczkę spawarki do gniazda zasilania, włączyć spawarkę, wcisnąć przycisk
uchwytu spawalniczego lub przycisk posuwu drutu na tablicy sterowniczej (jeżeli
obecna) i odczekać, aż końcówka drutu przejdzie przez cały trzpień prowadnicy i
wysunie się na długość 10-15cm z przodu uchwytu, następnie zwolnić przycisk.
UWAGA! Podczas opisanych wyżej operacji drut znajduje się pod
napięciem elektrycznym i jest poddawany sile mechanicznej; może
więc powodować, jeżeli nie zostały zastosowane odpowiednie
zabezpieczenia, zagrożenie szoku elektrycznego, rany lub zajarzenie łuków
elektrycznych:
- Nie kierować wylotu uchwytu w stronę części ciała.
- Nie zbliżać uchwytu do butli.
- Ponownie zamontować rolkę kontaktową i dyszę (4b).
- Sprawdzić, czy posuw drutu odbywa się prawidłowo; wykalibrować docisk rolek i
hamowanie trzpienia do wartości minimalnych możliwych, sprawdzając czy drut nie
ślizga się w rowku oraz czy podczas zatrzymywania podajnika nie poluzowały się
zwoje drutu z powodu nadmiernej inercji szpuli.
- Odciąć koniec drutu wystającego z dyszy na 10-15mm.
- Zamknąć drzwiczki podajnika.
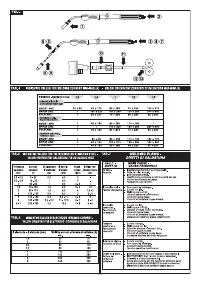
5.7 WYMIANA OSŁONY PROWADNIKA DRUTU W UCHWYCIE SPAWALNICZYM
(RYS. N)
Przed przystąpieniem do wymiany osłony należy rozłożyć przewód uchwytu
spawalniczego, unikając powstawania zagięć.
5.7.1 Spiralna osłona do drutów stalowych
1- Wykręcić dyszę i rurkę kontaktową głowicy uchwytu spawalniczego.
2- Wykręcić nakrętkę blokującą osłonę centralnego łącznika i wyjąć starą osłonę.
3- Włożyć nową osłonę do kanału przewodu uchwytu spawalniczego i docisnąć ją
lekko, dopóki głowica nie wysunie się z uchwytu spawalniczego.
4- Dokręcić ręcznie nakrętkę blokującą osłonę.
5- Odciąć, lekko ściskając wystający kawałek osłony; ponownie wyjąć ją z przewodu
uchwytu spawalniczego.
6- ściąć ukośnie przyciętą końcówkę osłony i ponownie włożyć ją do kanału przewodu
uchwytu spawalniczego.
7- Ponownie dokręcić nakrętkę odpowiednim kluczem.
8- Ponownie zamontować rurkę kontaktową i dyszę.
5.7.2 Osłona z materiału syntetycznego przeznaczona dla drutów aluminiowych
Wykonać operacje 1, 2, 3 zgodnie z zaleceniami przeznaczonymi dla osłony stalowej
( nie brać pod uwagę operacji 4, 5, 6, 7,8).
9- Dokręcić rurkę kontaktową przeznaczoną dla aluminium, sprawdzając, czy styka
się z osłoną.
10- Założyć na przeciwny koniec osłony (od strony przyłącza uchwytu spawalniczego)
mosiężną gwintową złączkę rurową, pierścień OR i lekko naciskając na osłonę,
dokręcić nakrętkę blokującą. Nadmierna część osłony zostanie następnie usunięta
zgodnie z wymiarem (patrz (13)). Wyjąć rurkę kapilarną ze złączki uchwytu
spawalniczego i podajnika drutu; jest ona przeznaczona dla osłon aluminiowych.
11- RURKA KAPILARNA NIE JEST PRZEWIDZIANA dla osłon aluminiowych o
średnicy 1,6-2,4mm (koloru żółtego); osłona zostanie więc umieszczona w złączce
uchwytu spawalniczego bez rurki.
Odciąć rurkę kapilarną przeznaczoną dla osłon aluminiowych o średnicy 1-1,2mm
(koloru czerwonego) na długość nieprzekraczającą około 2 mm w stosunku do
rurki stalowej i nałożyć na wolny koniec osłony.
12- Włożyć i zablokować uchwyt spawalniczy w złączce prowadnika drutu, zaznaczyć
osłonę w odległości 1-2mm od rolek, ponownie wyjąć uchwyt spawalniczy.
13- Odciąć osłonę na określony wymiar, nie zniekształcając otworu wejściowego.
Ponownie zamontować uchwyt spawalniczy na złączce prowadnika drutu i
zamontować dyszę gazu.
6. SPAWANIE: OPIS PROCESU
6.1 SPAWANIE METODą MIG-MAG
6.1.1 TRYB TRANSMISJI SHORT ARC (KRóTKI ŁUK)
Topienie drutu i odrywanie kropli następuje w wyniku zwarcia powstającego od
końcówki drutu do jeziorka spawalniczego (do 200 razy na sekundę).
Stale węglowe i niskostopowe
- Średnica drutów nadających się do użytku:
0,6-1,2mm
- Zakres prądu spawania:
40-210A
- Zakres napięcia łuku:
14-23V
- Gaz przeznaczony do użytku:
CO
2
lub mieszanki Ar/CO
2
lub Ar/CO
2
/O
2
Stale nierdzewne
- Średnica drutów przeznaczonych do użytku:
0,8-1mm
- Zakres prądu spawania:
40-160A
- Zakres napięcia łuku:
14-20V
- Gaz przeznaczony do użytku:
mieszanki Ar/O
2
lub Ar/CO
2
(1-2%)
Aluminium i stopy
- Średnica drutów przeznaczonych do użytku:
0,8-1,6mm
- Zakres prądu spawania:
75-160A
- Zakres napięcia spawania:
16-22V
- Gaz przeznaczony do użytku:
Ar 99,9%
Typowa rurka kontaktowa powinna znajdować się równo z dyszą lub lekko wystawać,
w przypadku cieńszych drutów i niższych napięć łuku; dowolna długość drutu (stick-
out) będzie zwykle zawarta w przedziale od 5 do 12mm.
W TRYBIE RęCZNYM (“PRG 0”) należy dostosować wartość reaktancji:
- 5%-60% w przypadku drutów o średnicy 0,8-1mm wykonanych ze stali węglowej.
- 5%-60% w przypadku drutów o średnicy 1,2-1,6mm wykonanych ze stali węglowej.
- 60%-80% w przypadku drutów nierdzewnych i aluminiowych.
Zastosowanie: Spawanie w każdej pozycji, na cienkich grubościach lub też podczas
pierwszego przejścia w zasięgu ostrych krawędzi, ułatwiane przez ograniczone
obciążenie cieplne i łatwo kontrolowane jeziorka.
Uwaga: Transmisja SHORT ARC podczas spawania aluminium i stopów powinna być
stosowana z zachowaniem ostrożności (szczególnie w przypadku drutów o średnicy
>1mm), ponieważ może wystąpić zagrożenie wadliwego topienia.
6.1.2 TRYB TRANSMISJI SPRAY ARC (ŁUK NATRYSKOWY)
Topienie drutu następuje przy wyższych wartościach prądu i napięcia w stosunku
do ”short arc”, a końcówka drutu nie styka się już z jeziorkiem spawalniczym; z niej
powstaje łuk, przez który przenikają metalowe krople pochodzące z nieustannego
topienia drutu elektrody, czyli z braku zwarć.
Stale węglowe i niskostopowe
- Średnica używanych drutów:
0,8-1,6mm
- Zakres prądu spawania:
180-450A
- Zakres napięcia łuku:
24-40V
- Gaz przeznaczony do użytku:
mieszanki Ar/CO2 lub Ar/CO2 /O2
Stale nierdzewne
- Średnica używanych drutów:
1-1,6mm
- Zakres prądu spawania:
140-390A
- Zakres napięcia spawania:
22-32V
- Gaz przeznaczony do użytku:
mieszanki Ar/O2 lub Ar/CO2 (1-2%)
Aluminium i stopy
- Średnica używanych drutów:
0,8-1,6mm
- Zakres prądu spawania:
120-360A
- Zakres napięcia spawania:
24-30V
- Gaz przeznaczony do użytku:
Ar 99,9%
W typowych zastosowaniach rurka kontaktowa powinna znajdować się wewnątrz
dyszy 5-10mm, tym dalej im wyższe jest napięcie łuku; dowolna długość drutu (stick-
out) będzie zwykle zawarta w granicach od 10 do 12mm.
W TRYBIE RęCZNYM (“PRG 0”), po prawidłowym ustawieniu parametrów prędkości
drutu i napięcia łuku (lub wartości zgodnych), wartość reaktancji, którą należy ustawić
jest bez znaczenia.
Zastosowanie: Spawanie poziome przy grubościach nie mniejszych od 3-4mm (bardzo
płynne jeziorko); prędkość spawania oraz stopień osadzania są bardzo wysokie (duże
obciążenie cieplne).
6.1.2 TRYB TRANSMISJI PULSE ARC (ŁUK PULSUJąCY)
Jest transmisją “kontrolowaną”, która znajduje się w zakresie funkcjonowania “spray-
arc” (zmodyfikowany spray-arc), w związku z tym zapewnia korzystną prędkość
podczas topienia i brak rozpryskiwania, rozszerzając się na szczególnie niskie wartości
prądu, które zaspokajają również wiele zastosowań typowych dla “short-arc”.
Każdemu impulsowi prądu odpowiada oderwanie pojedynczej kropelki drutu elektrody;
to zjawisko następuje z częstotliwością proporcjonalną do prędkości przesuwania
drutu, zmiana związana jest z rodzajem i średnicą samego drutu (typowe wartości
częstotliwości: 30-300Hz).
Stale węglowe i niskostopowe
- Średnica drutów przeznaczonych do użytku:
0,8-1,6mm
- Zakres prądu spawania:
60-360A
- Zakres napięcia łuku:
18-32V
Nadal masz pytania?Nie znalazłeś odpowiedzi w instrukcji lub masz inne problemy? Zadaj pytanie w poniższym formularzu i opisz szczegółowo swoją sytuację, aby inni użytkownicy i eksperci mogli udzielić ci odpowiedzi. Jeśli wiesz, jak rozwiązać problem innej osoby, podziel się swoją wiedzą :)