
Telwin INVERPULSE 320 MIG TIG MMA Sprzęt spawalniczy – Instrukcja obsługi w formacie pdf, czytaj online za darmo. Mamy nadzieję, że okaże się ona pomocna w przypadku jakichkolwiek pytań związanych z użytkowaniem urządzenia.
Jeśli nadal masz wątpliwości, zadaj pytanie w komentarzach pod instrukcją.
"Ładowanie instrukcji" oznacza, że musisz poczekać na pobranie pliku, aby móc go przeczytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od szybkości łącza internetowego.










- 95 -
drutu i systemem chłodzenia płynem (jeżeli występuje).
- NIEWŁAŚCIWE UŻYWANIE: używanie spawarki do jakiejkolwiek obróbki
odmiennej od przewidzianej jest niebezpieczne (np. rozmrażanie przewodów
rurowych instalacji wodnej).
- PRZEMIESZCZANIE SPAWARKI I WÓZKA: używać zawsze butlę zawierającą
odpowiednie środki zapobiegające wywróceniu i upadkom.
Przed podłączeniem urządzenia do sieci zasilania należy zamontować
zabezpieczenia, ruchome części obudowy spawarki i podajnicy drutu
elektrodowego.
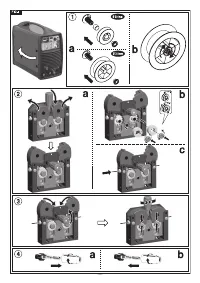
UWAGA! Wszelkie zabiegi wykonywane na poruszających się częściach
podajnicy drutu elektrodowego, takie jak na przykład:
- Wymiana rolek lub/i prowadnicy drutu;
- Zakładanie drutu na rolki;
- Wprowadzanie szpuli z drutem;
- Czyszczenie rolek, kół zębatych i obszaru znajdującego się pod nimi;
- Smarowanie kół zębatych.
NALEŻ Y WYKONYWAĆ PO WYŁĄCZENIU SPAWARKI I ODŁĄCZENIU
ZASILANIA.
2. WPROWADZENIE I OGÓLNY OPIS
2.1 WPROWADZENIE
Spawarka składa się ze źródła prądu oraz z wbudowanego podajnika drutu.
źródłem prądu jest prostownik wielopulsowy o zasilaniu trójfazowym (MIG-MAG
SYNERGICZNY stały i pulsujący, TIG oraz MMA) z regulacją elektroniczną (switch-
mode), sterowaną przez mikroprocesor, z mostkiem zamontowanym od strony
głównej.
Podajnik drutu wyposażony jest w 4-rolkowy mechanizm napędzany silnikiem, z
niezależną regulacją ciśnienia podawania; sterujący panel cyfrowy jest scalony z
mikroprocesorową kartą regulacji; na panelu skupione są zasadniczo trzy funkcje:
a) USTAWIANIE I REGULACJA PARAMETRÓW
Za pomocą tego interfejsu użytkownika możliwe jest ustawianie i regulacja
parametrów operacyjnych, wybór zachowanych programów, wyświetlanie na
wyświetlaczu stanu urządzenia oraz wartości różnych parametrów.
b) PRZYWOŁYWANIE
WSTĘPNIE
ZACHOWANYCH
PROGRAMÓW
SYNERGICZNYCH PRZEZNACZONYCH DO SPAWANIA METODĄ MIG-MAG
Programy te są predefiniowane i zachowywane przez producenta (nie istnieje
możliwość modyfikacji); po przywołaniu jednego z tych programów, użytkownik
może wybrać określony punkt roboczy (odpowiadający ustawieniu różnych
niezależnych parametrów spawania), regulując tylko jedną wielkość. Na tym polega
koncept SYNERGII, który umożliwia najłatwiejszą optymalną regulację spawarki w
zależności od każdego specyficznego stanu operacyjnego.
c) ZAPAMIĘTYWANIE/PRZYWOŁYWANIE PROGRAMÓW
SPERSONALIZOWANYCH
Ta funkcja jest do dyspozycji zarówno podczas pracy w zakresie programu
synergicznego, jak również w trybie ręcznym (w tym przypadku ustawienie
wszystkich parametrów spawania jest dowolne). Ta funkcjonalność umożliwia
użytkownikowi zapamiętywanie i następnie przywoływanie specyficznego rodzaju
spawania.
2.2 SPAWALNOŚĆ METALI
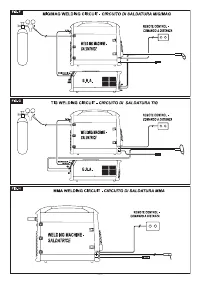
MIG-MAG
Spawarka jest zalecana do spawania aluminium i jego stopów metodą
MIG, lutowania metodą MIG, wykonywanego przeważnie na blachach cynkowanych,
jak również do spawania stali węglowych, niskostopowych oraz stali nierdzewnych
metodą MAG. Spawanie aluminium i jego stopów metodą MIG należy przeprowadzić
wykorzystując druty pełne, o składzie dostosowanym do spawanego materiału oraz
czysty gaz osłonowy Ar (99,9%).
Lutowanie metodą MIG może być wykonywane na blachach ocynkowanych, z
zastosowaniem drutów pełnych, wykonanych ze stopu miedzi (np. miedź-krzem
lub miedź-aluminium), z zastosowaniem czystego Argonu (99,9%) jako gazu
ochronnego.
Spawanie stali węglowych i niskostopowych metodą MAG powinno być wykonywane
z zastosowaniem drutów pełnych, o składzie dostosowanym do spawanego materiału,
gazu osłonowego CO
2
i mieszanek Ar/CO
2
lub Ar/CO
2
-O
2
(Argon typowy > 80%).
Podczas spawania stali nierdzewnych stosowane są typowe mieszanki gazu Ar/O
2
lub
Ar/CO
2
(Ar typowy> 98%).
TIG
Spawarka jest zalecana do spawania metodą TIG prądem stałym (DC) z
zajarzeniem stykowym łuku (tryb LIFT ARC); przeznaczona jest ona do spawania
wszelkich rodzajów stali (węglowe, niskostopowe i wysokostopowe) oraz metali
ciężkich (miedź, nikiel, tytan oraz ich stopy) z zastosowaniem gazu osłonowego w
postaci czystego Argonu (99,9%) lub też podczas szczególnych rodzajów zastosowań,
z zastosowaniem mieszanek gazu Argon/Hel.
MMA
Spawarka jest zalecana do spawania elektrodowego metodą MMA prądem
stałym (DC) wszelkiego rodzaju elektrod otulonych.
2.3 AKCESORIA W ZESTAWIE
- dapter do butli z ARGONEM;
- Przewód powrotny wyposażony w zacisk masowy;
- Reduktor ciśnienia 2 manometry;
- Uchwyt spawalniczy MIG 3m.
2.4 AKCESORIA NA ZAMÓWIENIE
- Wózek
- Zdalne sterowanie w trybie ręcznym na 1 potencjometr (tylko tryb TIG i MMA).
- Zdalne sterowanie w trybie ręcznym na 2 potencjometry.
- SPOOL GUN.
- System chłodzenia wodnego G.R.A.
- Zestaw do spawania aluminium.
- Zestaw do spawania metoda MMA 600A.
- Uchwyt spawalniczy MIG 5m 500A.
- Uchwyt spawalniczy MIG 3m 270A, 500A R.A.
- Uchwyt spawalniczy MIG 5m 270A, 500A R.A.
- Uchwyt spawalniczy TIG 4m lub 8m, 220A.
- Uchwyt spawalniczy TIG 4m lub 8m, 350A R.A.
- Uchwyt spawalniczy MIG/TIG UP/DOWN, z potencjometrem lub bez.
- Uchwyt spawalniczy PUSH PULL.
- Uchwyty spawalnicze z portem szeregowy RS485 na zamówienie.
3.DANE TECHNICZNE
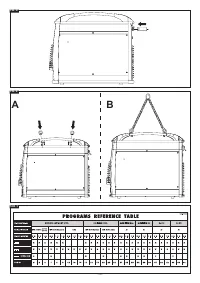
3.1 TABLICZKA ZNAMIONOWA (Rys. A)
Główne dane dotyczące zastosowania i wydajności spawarki zostały podane na
tabliczce znamionowej o następującym znaczeniu:
1-
Stopień zabezpieczenia obudowy.
2-
Symbol linii zasilania:
1~: napięcie przemienne jednofazowe;
3~: napięcie przemienne trójfazowe.
3-
Symbol
S
: oznacza, że spawanie może być wykonywane w środowisku o
zwiększonym zagrożeniu szoku elektrycznego (np. w pobliżu wielkich skupisk
metalu).
4-
Symbol zalecanego procesu spawania.
5-
Symbol struktury wewnętrznej spawarki.
6-
Norma EUROPEJSKA dotycząca bezpieczeństwa i produkcji urządzeń
przeznaczonych do spawania łukowego.
7-
Numer części służący do identyfikacji spawarki (niezbędny dla pogotowia
technicznego, zamówienia części zamiennych i badania pochodzenia produktu).
8-
Wydajność obwodu spawania:
- U
0
:
maksymalne napięcie jałowe .
- I
2
/U
2
:
Prąd i odpowiednie napięcie znormalizowane, które mogą być wytwarzane
przez spawarkę podczas procesu spawania.
- X :
Cykl pracy: wskazuje czas, w ciągu którego spawarka może wytworzyć
odpowiednią ilość prądu (ta sama kolumna). Wyrażany w %, na podstawie cyklu
10 minutowego (np. 60% = 6 minut pracy, 4 minuty przerwy; i tak dalej).
W przypadku gdy współczynniki wykorzystania (dotyczące 40°C otoczenia)
zostaną przekroczone, nastąpi zadziałanie zabezpieczenia termicznego
(spawarka pozostanie w stanie stand-by dopóki temperatura nie znajdzie się
znowu w dopuszczalnych granicach).
- A/V-A/V:
Wskazuje gamę regulacji prądu spawania (minimalna - maksymalna)
dla odpowiedniego napięcia łuku.
9-
Dane charakterystyczne linii zasilania:
- U
1
:
Napięcie przemienne i częstotliwość zasilania spawarki (dopuszczalne
granice ±10%):
- I
1 max
:
Maksymalny prąd pobierany z sieci.
- I
1eff
:
Rzeczywisty prąd zasilania.
10-
:
Wartość bezpieczników z opóźnionym działaniem, które należy
przygotować dla zabezpieczenia linii.
11-
Symbole dotyczące norm bezpieczeństwa, których znaczenie podane jest w
rozdziale 1 ”Ogólne bezpieczeństwo podczas spawania łukowego”.
Uwaga: Na tabliczce znamionowej podane jest przykładowe znaczenie symboli i
cyfr; dokładne wartości danych technicznych posiadanej spawarki należy odczytać
bezpośrednio na tabliczce samej spawarki.
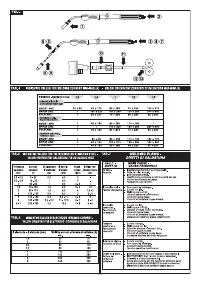
3.2 INNE DANE TECHNICZNE:
- SPAWARKA:
patrz tabela (TAB. 1)
- UCHWYT SPAWALNICZY:
patrz tabela (TAB. 2)
4. OPIS SPAWARKI
4.1 URZĄDZENIA STERUJĄCE, REGULACJE I POŁĄCZENIE (RYS. B)
4.1.1 Spawarka z wbudowanym podajnikiem
strona przednia:
1-
Panel sterujący (patrz opis).
2-
Szybkozłączka ujemna (-) umożliwiająca podłączenie przewodu doprowadzającego
prąd spawania (przewód masowy
przeznaczony dla metod MIG i MMA, przewód
uchwytu spawalniczego TIG).
3-
Złączka gazu do uchwytu spawalniczego TIG.
4-
Wtyczka 3-biegunowa do podłączenia przewodu UCHWYTU SPAWALNICZEGO
TIG.
5-
Wtyczka 14-biegunowa umożliwiająca podłączenie zdalnego sterowania.
6-
Scentralizowane przyłącze dla uchwytu spawalniczego MIG (Euro).
7-
Szybkozłączka dodatnia (+) umożliwiająca podłączeni
e przewodu masowego
podczas spawania metodą TIG.
strona tylna:
8-
Wyłącznik główny ON/OFF.
9-
Przyłącze rury gazowej (butla)
do spawania metodą TIG
.
10-
Przyłącze rury gazowej (butla)
do spawania metod
ą MIG
.
11-
Kabel zasilający z przepustem kablowym.
12-
Wtyczka 5-biegunowa dla systemu chłodzenia wodnego.
13-
Bezpiecznik.
4.2 PANEL STERUJĄCY SPAWARKĄ (RYS. C)
1- DIODA sygnalizująca ALARM (wyjście spawarki jest zablokowane).
Reset spawarki następuje automatycznie po usunięciu przyczyny alarmu.
Wiadomości alarmu wyświetlane na wyświetlaczach
(15)
i
(16)
:
- ”AL1” :
zadziałanie zabezpieczenia termicznego obwodu pierwotnego.
- ”AL2” :
zadziałanie zabezpieczenia termicznego obwodu wtórnego.
- ”AL3” :
zadziałanie zabezpieczenia linii zasilania przed przepięciem.
- ”AL4” :
zadziałanie zabezpieczenia linii zasilania przed zbyt niskim
napięciem.
- ”AL5” :
zadzialanie zabezpieczenia przed zbyt niskim ciśnieniem w obwodzie
chłodzenia wodnego uchwytu spawalniczego. Reset nie następuje
automatycznie.
-
“AL7” :
zadziałanie zabezpieczenia przed przetężeniem podczas spawania
metodą MIG-MAG.
-
“AL8” :
uszkodzenie linii szeregowej: zwarcie uchwytu spawalniczego.
-
“AL9” :
zadziałanie zabezpieczenia komponentów magnetycznych.
-
“AL10” :
uszkodzenie linii szeregowej: linia szeregowa rozłączona.
-
“AL11” :
zadziałanie zabezpieczenia linii zasilania przed brakiem fazy.
-
“AL12” :
uszkodzenie linii szeregowej: błąd w danych.
-
“AL13” :
nadmierna ilość kurzu gromadząca się wewnątrz spawarki, reset
następuje poprzez:
- wyczyszczenie wnętrza urządzenia;
- wciśnięcie przycisku na wyświetlaczu panelu sterującego
spawarką.
Po wyłączeniu urządzenia może pozostawać nadal wyświetlona przez kilka
sekund sygnalizacja
”AL4”
lub
“AL11”
.
2-
DIODA sygnalizująca OBECNOŚĆ NAPIĘCIA W UCHWYCIE SPAWALNICZYM
LUB W ELEKTRODZIE.
3- DIODA sygnalizująca PROGRAMOWANIE SPAWARKI.
4 - Klawisz przywoływania (RECALL) spersonalizowanych programów
spawania (patrz par. 4.3.2.4).
5- Klawisz zapamiętywania (SAVE) spersonalizowanych programów spawania
(patrz par. 4.3.2.3).
6- Klawisz wyboru programu spawania i wyświetlacz 2cyfr.
Po wciśnięciu przycisku na wyświetlaczu zostanie wyświetlony numer zawarty
w przedziale od “0” do “44”. Do każdego numeru (od “1” do “44”) przypisany
jest synergiczny program spawania
(patrz TAB. 3),
natomiast do numeru “0”
przypisane jest funkcjonowanie spawarki w trybie ręcznym, podczas którego
Nadal masz pytania?Nie znalazłeś odpowiedzi w instrukcji lub masz inne problemy? Zadaj pytanie w poniższym formularzu i opisz szczegółowo swoją sytuację, aby inni użytkownicy i eksperci mogli udzielić ci odpowiedzi. Jeśli wiesz, jak rozwiązać problem innej osoby, podziel się swoją wiedzą :)