
Telwin INVERPULSE 320 MIG TIG MMA Sprzęt spawalniczy – Instrukcja obsługi w formacie pdf, czytaj online za darmo. Mamy nadzieję, że okaże się ona pomocna w przypadku jakichkolwiek pytań związanych z użytkowaniem urządzenia.
Jeśli nadal masz wątpliwości, zadaj pytanie w komentarzach pod instrukcją.
"Ładowanie instrukcji" oznacza, że musisz poczekać na pobranie pliku, aby móc go przeczytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od szybkości łącza internetowego.










- 94 -
SPAWARKI O CI
Ą
GŁYM PODAWANIU DRUTU, PRZEZNACZONE DO SPAWANIA
ŁUKOWEGO METOD
Ą
MIG-MAG, FLUX, TIG ORAZ MMA, ZAPROJEKTOWANE
DO U
Ż
YTKU PROFESJONALNEGO I PRZEMYSŁOWEGO.
Uwaga: Poniżej zastosowano termin ”spawarka” .
1. OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA
ŁUKOWEGO
Operator powinien być odpowiednio przeszkolony w zakresie bezpiecznego
używaniu spawarki, jak również poinformowany o zagrożeniach związanych
z procesami spawania łukowego, odpowiednich środkach ochronnych oraz
procedurach awaryjnych.
(Przejrzeć również ”SPECYFIKACJĘ TECHNICZN
Ą
IEC lub CLC/TS 62081”:
INSTALACJA I U
Ż
YWANIE SPRZĘTU DO SPAWANIA ŁUKOWEGO).
- Unikać bezpośrednich kontaktów z obwodem spawania; w niektórych
okolicznościach napięcie jałowe wytwarzane przez generator może być
niebezpieczne.
- Podłączanie przewodów spawalniczych, operacje mające na celu kontrolę
oraz naprawa powinny być wykonane po wyłączeniu spawarki i odłączeniu
zasilania urządzenia.
- Przed wymianą zużytych elementów uchwytu spawalniczego należy wyłączyć
spawarkę i odłączyć zasilanie.
- Wykonać instalację elektryczną zgodnie z obowiązującymi normami oraz
przepisami bezpieczeństwa i higieny pracy.
- Spawarkę należy podłączyć wyłącznie do układu zasilania wyposażonego w
uziemiony przewód neutralny.
- Upewnić się, że wtyczka zasilania jest prawidłowo podłączona do uziemienia
ochronnego.
- Nie używać spawarki w środowisku wilgotnym lub mokrym lub też podczas
padającego deszczu.
- Nie używać kabli z uszkodzoną izolacją lub poluzowanymi połączeniami.
- W obecności systemu chłodzenia płynem, operacje uzupełniania płynu należy
wykonywać po wyłączeniu spawarki i odłączeniu jej od sieci zasilania.
- Nie spawać pojemników, kontenitorów lub przewodów rurowych, które
zawierają lub zawierały ciekłe lub gazowe substancje łatwopalne.
- Nie stosować rozpuszczalników chlorowanych do materiałów czystych i nie
przechowywać w ich pobliżu.
- Nie spawać zbiorników pod ciśnieniem.
- Usunąć z obszaru pracy wszelkie substancje łatwopalne(np. drewno, papier,
szmaty, itp.).
- Upewnić sie, czy w pobliżu łuku jest odpowiednia wentylacja powietrza lub czy
znajdują się odpowiednie środki służące do usuwania oparów spawalniczych;
należy systematycznie sprawdzać, aby ocenić granice działania oparów
spawalniczych w zależności od ich składu, stężenia i czasu trwania samego
procesu spawania.
- Przechowywać butlę z dala od źródeł ciepła i chronić przed bezpośrednim
działaniem promieniowani słonecznych( jeżeli używana).
- Zastosować odpowiednią izolację elektryczną pomiędzy elektrodą, obrabianym
przedmiotem i ewentualnymi uziemionymi częściami metalowymi, które
znajdują się w pobliżu (są dostępne).
W tym celu należy nosić rękawice ochronne, obuwie ochronne, nakrycia
głowy i odzież ochronną oraz stosować pomosty lub chodniki izolacyjne.
- Należy zawsze chronić oczy za pomocą odpowiednich szkieł przyciemnianych
z filtrem UV, zamontowanych na maskach lub przyłbicach spawalniczych.
POLSKI
SPIS TREŚCI
1. OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA ŁUKOWEGO
...............94
2. WPROWADZENIE I OGÓLNY OPIS
....................................................................95
2.1 WPROWADZENIE ..........................................................................................95
2.2 SPAWALNOŚĆ METALI
..................................................................................95
2.3 AKCESORIA W ZESTAWIE ............................................................................95
2.4 AKCESORIA NA ZAMÓWIENIE ......................................................................95
3.DANE TECHNICZNE .............................................................................................95
3.1 TABLICZKA ZNAMIONOWA ...........................................................................95
3.2 INNE DANE TECHNICZNE ...........................................................................95
4. OPIS SPAWARKI
..................................................................................................95
4.1 URZĄDZENIA STERUJĄCE, REGULACJE I POŁĄCZENIE
..........................95
4.1.1 Spawarka z wbudowanym podajnikiem .................................................95
4.2 PANEL STERUJĄCY SPAWARKĄ
..................................................................95
4.3 PRZYWOŁYWANIE I ZAPAMIĘTYWANIE PROGRAMóW
.............................97
4.3.1 PRZYWOŁYWANIE PROGRAMÓW WSTĘPNIE
.................................97
ZAPAMIĘTANYCH PRZEZ PRODUCENTA
..........................................97
4.3.1.1 Programy SYNERGICZNE MIG-MAG .......................................97
4.3.1.2 FUNKCJONOWANIE W TRYBIE RĘCZNYM (“PRG 0”)
...........97
4.3.2 ZAPAMIĘTYWANIE I PRZYWOŁYWANIE PROGRAMÓW
..................97
SPERSONALIZOWANYCH W TRYBIE MIG-MAG ...............................97
4.3.2.1 Wprowadzenie ....................................................................................97
4.3.2.2 Zdolność zapamiętywania programów spersonalizowanych
w trybie MIG-MAG .....................................................................97
4.3.2.3 Procedura zapamiętywania (SAVE)
..........................................97
4.3.2.4 Procedura przywoływania programu spersonalizowanego
(RECALL) ..................................................................................97
5. INSTALOWANIE
...................................................................................................97
5.1 PRZYGOTOWANIE ........................................................................................97
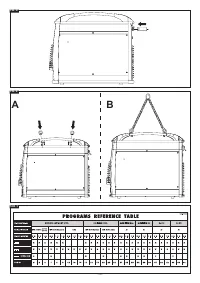
5.2 SPOSÓB PODNOSZENIA SPAWARKI...........................................................97
5.3 USTAWIENIE SPAWARKI ...............................................................................97
5.4 PODłĄCZENIE DO SIECI
..............................................................................97
5.4.1 Zalecenia ...............................................................................................97
5.4.2 WTYCZKA I GNIAZDO WTYCZKOWE .................................................97
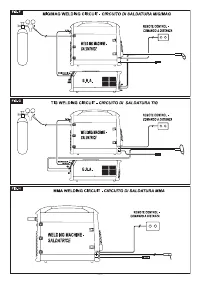
5.5 PODŁĄCZENIE OBWODU SPAWANIA
..........................................................97
5.5.1 SPAWANIE DRUTEM SPAWALNICZYM METODĄ MIG-MAG
.............97
5.5.1.1 Podłączenie butli z gazem
........................................................97
5.5.1.2 Podłączenie uchwytu spawalniczego
........................................97
5.5.1.3 Podłączenie przewodu powrotnego prądu spawania
................98
5.5.2 SPAWANIE METODĄ TIG
.....................................................................98
5.5.2.1 Podłączenie do butli gazowej
....................................................98
5.5.2.2 Podłączenie przewodu powrotnego prądu spawania
................98
5.5.2.3 Podłączenie uchwytu spawalniczego
........................................98
5.5.3 SPAWANIE ELEKTRODĄ OTULONĄ METODĄ MMA
.........................98
5.5.3.1 Podłączenie uchwytu elektrody
.................................................98
5.5.3.2 Podłączenie przewodu powrotnego prądu spawania
................98
5.5.4 Zalecenia ...............................................................................................98
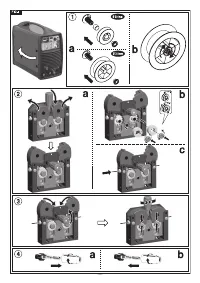
5.6 WPROWADZANIE SZPULI Z DRUTEM .........................................................98
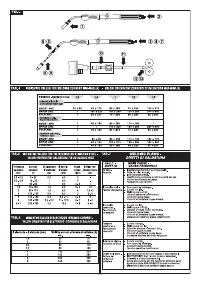
5.7 WYMIANA OSŁONY PROWADNIKA DRUTU W UCHWYCIE
SPAWALNICZYM ............................................................................................98
5.7.1 Spiralna osłona do drutów stalowych
....................................................98
5.7.2 Osłona z materiału syntetycznego przeznaczona dla drutów
aluminiowych.........................................................................................98
6. SPAWANIE: OPIS PROCESU ..........................................................................98
6.1 SPAWANIE METODą MIG-MAG
....................................................................98
6.1.1 TRYB TRANSMISJI SHORT ARC (KRóTKI ŁUK)
.................................98
6.1.2 TRYB TRANSMISJI SPRAY ARC (ŁUK NATRYSKOWY)
.....................98
6.1.2 TRYB TRANSMISJI PULSE ARC (ŁUK PULSUJąCY)
..........................99
6.1.4 REGULACJA PARAMETRÓW SPAWANIA W TRYBIE MIG-MAG ........99
6.1.4.1 Gaz osłonowy
............................................................................99
6.1.4.2 Prąd spawania
...........................................................................99
6.1.4.3 Napięcie łuku i Zwężenie łuku (pinch-off)
..................................99
6.1.5 FUNKCJONOWANIE BI-LEVEL I PULSE ON PULSE ..........................99
6.2 SPAWANIE METODĄ TIG (DC)
......................................................................99
6.2.1 Zajarzenie LIFT ......................................................................................99
6.3 SPAWANIE ELEKTRODĄ OTULONA METODĄ MMA
..................................99
6.4 JAKOŚĆ SPAWANIA
.......................................................................................99
7. KONSERWACJA
..................................................................................................99
7.1.1 Uchwyt spawalniczy...............................................................................99
7.1.2 Podajnik drutu ........................................................................................99
7.2 NADZWYCZAJNA KONSERWACJA .............................................................99
8. NIEPRAWIDŁOWOŚCI, PRZYCZYNY I ŚRODKI ZARADCZE
...........................99
str.
str.
Nosić odpowiednią ognioodporną odzież ochronną, unikając narażenia na
działanie promieniowania nadfioletowego i podczerwonego, wytwarzanego
przez łuk; rozszerzyć zabezpieczenie na inne osoby znajdujące sie w pobliżu
łuku za pomocą osłon lub zasłon nie odbijających.
- Hałaśliwość: Jeżeli w wyniku operacji spawania szczególnie intensywnych
zostanie stwierdzony poziom osobistego narażenia codziennego (LEPd)
równy lub wyższy od 85db(A), należy zastosować odpowiednie środki ochrony
osobistej.
- Pola elektromagnetyczne wytwarzane podczas procesu spawania mogą
nakładać się na funkcjonowanie aparatur elektrycznych i elektronicznych.
Osoby stosujące urządzenia elektryczne lub elektroniczne wspomagające
funkcje życiowe (np. Pacemaker, aparaty tlenowe itp...), powinny skonsultować
się z lekarzem przed zatrzymywaniem się w pobliżu obszarów używania
spawarki.
Osobom stosującym urządzenia elektryczne lub elektroniczne wspomagające
funkcje życiowe odradza się używania spawarki.
- Niniejsza spawarka spełnia wymagania standardu technicznego produktu,
przeznaczonego do użytku wyłącznie w środowisku przemysłowym i w celach
profesjonalnych.
Nie gwarantuje się zgodności z wymaganiami w zakresie kompatybilności
elektromagnetycznej w otoczeniu domowym.
DODATKOWE ŚRODKI OSTROŻNOŚCI
- OPERACJE SPAWANIA:
- W otoczeniu o zwiększonym zagrożeniu szoku elektrycznego;
- W miejscach graniczących;
- W obecności materiałów łatwopalnych lub wybuchowych.
NALEŻY zapobiegawczo poddawać ocenie ”Odpowiedzialnego fachowca” i
wykonywać zawsze w obecności innych osób przeszkolonych do interwencji
w przypadku awarii.
NALEŻY zastosować techniczne środki zabezpieczające, opisane w punktach
5.10; A.7; A.9. “SPECYFIKACJI TECHNICZNEJ IEC lub CLC/TS 62081”.
- ZABRANIA SIĘ spawania operatorom znajdującym sie nad podłożem,
z
wyjątkiem
ewentualnych
przypadków
zastosowania
platform
bezpieczeństwa.
- NAPIĘCIE POMIĘDZY UCHWYTAMI ELEKTROD LUB UCHWYTAMI
SPAWALNICZYMI: podczas pracy z większą ilością spawarek na jednym
przedmiocie lub na kilku przedmiotach połączonych elektrycznie może
powstawać niebezpieczna suma napięć jałowych pomiędzy dwoma różnymi
uchwytami elektrody lub uchwytami spawalniczymi, o wartości mogącej
osiągać podwójną wartość graniczną dopuszczalną.
Doświadczony koordynator powinien dokonać pomiaru za pomocą
odpowiedniego przyrządu, celem zbadania zagrożenia i umożliwić
zastosowanie odpowiednich środków zabezpieczających, jak w punkcie 5.9
”SPECYFIKACJI TECHNICZNEJ IEC Lub CLC/TS 62081”.
POZOSTAŁE ZAGROŻENIA
- WYWRÓCENIE: ustawić spawarkę na równej powierzchni, o nośności
odpowiedniej do jej ciężaru; w przeciwnym przypadku (np. pochyła posadzka,
niespoista itp...) istnieje niebezpieczeństwo wywrócenia urządzenia.
- Zabrania się podnoszenia całego zespołu: wózek ze spawarką, podajnikiem
Nadal masz pytania?Nie znalazłeś odpowiedzi w instrukcji lub masz inne problemy? Zadaj pytanie w poniższym formularzu i opisz szczegółowo swoją sytuację, aby inni użytkownicy i eksperci mogli udzielić ci odpowiedzi. Jeśli wiesz, jak rozwiązać problem innej osoby, podziel się swoją wiedzą :)