Telwin INVERPULSE 320 MIG TIG MMA - Instrukcja obsługi - Strona 7










- 97 -
- sygnalizacja alarmu (patrz punkt 1).
16a, 16b, 16c- DIODY wskazujące ustawioną jednostkę miary (prąd w amperach
(A), grubość w milimetrach (mm) oraz prędkość podawania drutu w
metrach/minutę (m/min)).
17- Przycisk wyboru jednostki miary Amper, mm, m/min (DIODY (16a)(16b)
(16c)).
Umożliwia ustawienie przy pomocy kodera (14) odpowiednio grubości spawanego
materiału, prądu spawania, prędkości podawania drutu.
“PRG 0” w trybie ręcznym: ustawianie każdego pojedynczego parametru jest
niezależne od innych parametrów.
Programy od “1” do “44”: ustawianie każdego pojedynczego parametru (np.
grubość materiału) automatycznie określa pozostałe parametry (np. wartości
prądu spawania oraz prędkość podawania drutu).
4.3 PRZYWOŁYWANIE I ZAPAMIĘTYWANIE PROGRAMóW
4.3.1 PRZYWOŁYWANIE PROGRAMÓW WSTĘ
PNIE ZAPAMI
Ę
TANYCH PRZEZ
PRODUCENTA
4.3.1.1 Programy SYNERGICZNE MIG-MAG
W spawarce przewiduje się zapamiętywanie 44 programów synergicznych, których
parametry są podane w tabeli (TAB.3); podczas wybierania programu, przeznaczonego
dla danego trybu spawania, który zamierza się wykonać należy odwołać się do tej
tabeli.
Wybór określonego programu następuje poprzez wciśnięcie klawisza “PRG”, któremu
odpowiada na wyświetlaczu numer zawarty w zakresie od “0” do “44” (liczbie “0” nie
odpowiada żaden program synergiczny, natomiast odpowiada jej funkcjonowanie w
trybie ręcznym, zgodnie z opisem znajdującym się w następnym paragrafie).
UWAGA: W programie synergicznym priorytetowe znaczenie posiada wybór
trybu transmisji, PULSE ARC lub też SHORT/SPRAY ARC, dokonywany za
pomocą odpowiedniego klawisza (patrz RYS. C, klawisz (7)).
UWAGA: Wszystkie rodzaje drutu, nieprzewidziane w tabeli mogą być używane
w trybie ręcznym “PRG 0”.
4.3.1.2 FUNKCJONOWANIE W TRYBIE RĘ
CZNYM (“PRG 0”)
Funkcjonowanie w trybie ręcznym odpowiada numerowi “0” na wyświetlaczu i jest
aktywne wyłącznie, jeżeli uprzednio został wybrany tryb transmisji SHORT/SPRAY
ARC (RYS. C, klawisz (7)).
W tym trybie spawania, ponieważ nie została przewidziana żadna synergiczna,
operator powinien ustawić w trybie ręcznym wszystkie parametry spawania.
UWAGA! Ustawianie każdego parametru jest dowolne, czyli wartości im
przypisane mogłyby okazać się niezgodne z prawidłowym procesem
spawania.
UWAGA: NIE jest możliwe używanie trybu transmisji PULSE ARC, po ustawieniu
ręcznego trybu spawania.
4.3.2
ZAPAMI
ĘTYWANIE
I
PRZYWOŁYWANIE
PROGRAMÓW
SPERSONALIZOWANYCH W TRYBIE MIG-MAG
4.3.2.1 Wprowadzenie
Spawarka umożliwia zapamiętywanie (SAVE) spersonalizowanych programów
roboczych, które dotyczą ustawienia parametrów, obowiązujących podczas
określonego trybu spawania. Każdy program zapamiętany może być w każdej chwili
przywoływany (RECALL), oddając w ten sposób spawarkę do dyspozycji użytkownika
“gotową do użycia“, przygotowaną do wykonania specyficznej funkcji uprzednio
zoptymalizowanej.
4.3.2.2 Zdolność zapamiętywania programów spersonalizowanych w trybie MIG-
MAG
Spawarka przewiduje zapamiętywanie spersonalizowanych programów w trzech
grupach, które dotyczą trzech trybów transmisji synergicznych (SHORT/SPRAY ARC,
Pulse arc i Pulse on pulse), jak również podczas funkcjonowania w trybie ręcznym, z
następującymi specyfikacjami:
- PULSE ARC SYNERGICZNY PULSE ON PULSE: 10 programów do zapamiętania
(numery do dyspozycji od “1” do “10”),
- PULSE ARC SYNERGICZNY: 10 programów do zapamiętania (numery do
dyspozycji od “1” do “10”),
- SHORT/SPRAY ARC SYNERGICZNY: 10 programów do zapamiętania (numery do
dyspozycji od “1” do “10”),
- SHORT/SPRAY ARC TRYB Ręczny („PRG=0”): 10 programów do zapamiętania
(numery do dyspozycji od “1” do “10”).
Aby rzeczywiście przywołać dany program, który zamierza się używać,
priorytetowe znaczenie w stosunku do wyboru numeru (jak opisano w par.
4.3.1), posiada wybór danego trybu transmisji PULSE ARC, PULSE ARC PULSE-
ON- PULSE lub SHORT/SPRAY ARC lub też ustawienie “PRG=0”, w przypadku,
kiedy programy zostały wstępnie zapamiętane w trybie ręcznym.
4.3.2.3 Procedura zapamiętywania (SAVE).
Po optymalnym wyregulowaniu spawarki przeznaczonej do określonego trybu
spawania, należy wykonać następujące operacje (patrz RYS.C):
a) Wcisnąć klawisz (5) “SAVE”.
b) Na wyświetlaczu (16) pojawi się napis “Pr” i jeden numer (zawarty w zakresie od “1”
do “10”) na wyświetlaczu (15).
c) Obracając pokrętło kodera (obojętnie czy (13) czy (14)) należy wybrać numer, pod
którym zamierza się zapamiętać dany program ( patrz również 4.3.2 ).
d) Ponownie wcisnąć klawisz “SAVE”.
e) Wyświetlacze (15) i (16) migoczą.
f) Ponownie wcisnąć, w ciągu dwóch sekund, klawisz “SAVE”.
g) Na wyświetlaczu pojawi się napis “St Pr”, co oznacza, że program został
zapamiętany; po 2 sekundach wartości wyświetlone zostaną automatycznie
przełączone na wartości, które dotyczą parametrów dopiero co zachowanych.
UWAGA: Jeżeli podczas migotania wyświetlaczy nie zostanie ponownie wciśnięty
klawisz “SAVE” w ciągu 2 sekund, wyświetlają one napis “No St” a program nie
zostanie zapamiętany; wyświetlacze powracają automatycznie do wyświetlania
poprzedniego obrazu.
4.3.2.4 Procedura przywoływania programu spersonalizowanego (RECALL)
Przed wykonaniem operacji przywołania programu należy sprawdzić, czy wybrany
tryb transmisji (PULSE ARC, PULSE ARC PULSE-ON-PULSE, SHORT/SPRY
ARC lub “PRG=0”) jest rzeczywiście tym trybem, w którym zamierza się pracować.
Postępować jak opisano niżej (patrz RYS.C):
a) Wcisnąć klawisz “RECALL”.
b) Na wyświetlaczu (16) pojawi się napis “Pr” i jeden numer (zawarty w zakresie od “1”
do “10”) na wyświetlaczu (15).
c) Obracając pokrętło kodera (obojętnie czy (13) lub też (14)) należy wybrać numer,
pod którym został zapamiętany program, który zamierza się teraz używać.
d) Ponownie wcisnąć klawisz “RECALL” przez czas dłuższy niż 2 sekundy.
e) Na wyświetlaczu pojawi się napis “Ld Pr”, co oznacza, że program został
przywołany; po upłynięciu 2 sekund wyświetlacze przełączają automatycznie na
wartości dotyczące programu dopiero co przywołanego.
UWAGA: Jezeli klawisz “RECALL” nie zostanie ponownie wciśnięty przez okres
czasu przekraczający 2 sekundy, na wyświetlaczach wyświetlony jest napis “No
Ld” a program nie zostanie załadowany; następnie wyświetlacze powracają
automatycznie do wcześniej wyświetlonego obrazu.
UWAGI:
- PODCZAS OPERACJI WYKONYWANYCH KLAWISZAMI “SAVE” I “RECALL”
DIODA “PRG” ŚWIECI SIĘ.
- PRZYWOŁANY PROGRAM MOŻE BYĆ MODYFIKOWANY ZGODNIE Z
UPODOBANIAMI OPERATORA, JEDNAKŻE ZMIENIONE WARTOŚCI
NIE ZOSTANĄ AUTOMATYCZNIE ZACHOWANE. JEŻELI ZAMIERZA SIĘ
ZAPAMIĘTAĆ NOWE WARTOŚCI W TYM SAMYM PROGRAMIE, NALEŻY
WYKONAĆ PROCEDURĘ ZAPAMIĘTYWANIA (PATRZ 4.3.2.3).
- ZAPISYWANIE PROGRAMÓW SPERSONALIZOWANYCH I ODNOŚNE
SZEREGOWANIE
PRZYŁĄCZONYCH
PARAMETRÓW
NALEżY
DO
OBOWIĄZKÓW UŻYTKOWNIKA.
- PROGRAMY SPERSONALIZOWANE NIE MOGĄ BYĆ ZACHOWYWANE W
TRYBIE SPAWANIA ELEKTRODOWEGO MMA LUB TIG.
5. INSTALOWANIE
UWAGA! WSZELKIE OPERACJE INSTALACYJNE ORAZ PODŁĄ
CZENIA
ELEKTRYCZNE NALE
ŻY WYKONYWAĆ PO UPRZEDNIM WYłĄ
CZENIU
SPAWARKI I ODŁĄ
CZENIU ZASILANIA URZ
Ą
DZENIA.
PODŁĄCZENIA ELEKTRYCZNE POWINNY BYĆ WYKONYWANE WYŁĄ
ZNIE PRZEZ PERSONEL DOŚWIADCZONY LUB WYKWALIFIKOWANY.
5.1 PRZYGOTOWANIE
- Rozpakować spawarkę;
- Włożyć wtyczkę polaryzacji, jeżeli nie zostanie podłączony system GRA (RYS. D);
- W przypadku obecności wózka i/lub systemu GRA należy przeczytać odpowiednie
załączone instrukcje obsługi.
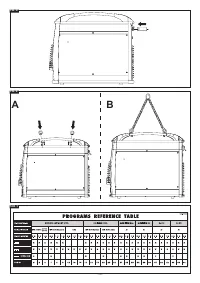
5.2 SPOSÓB PODNOSZENIA SPAWARKI (RYS. E)
Spawarkę należy podnosić po odłączeniu elementów (uchwyt spawalniczy, przewody
doprowadzające gaz, kable, itp), które mogłyby się odłączyć.
Założyć pierścienie mocujące i dokręcić je z zastosowaniem dwóch śrub M8x25,
załączonych jako akcesoria, jak pokazano na rysunku.
Uwaga: uchwyty oczkowe z gwintowanym otworem M8 UNI 2948-71 umożliwiające
podnoszenie nie są objęte dostawą.
5.3 USTAWIENIE SPAWARKI
Wyznaczyć miejsce instalacji spawarki w taki sposób, aby w pobliżu otworu wlotowego
i wylotowego powietrza chłodzącego nie znajdowały się przeszkody (cyrkulacja
wymuszona za pomocą wentylatora, jeżeli występuje); upewnić się jednocześnie, czy
nie są zasysane pyły przewodzące, opary korozyjne, wilgoć, itd..
Zapewnić co najmniej 250mm wolnej przestrzeni wokół spawarki.
UWAGA! Ustawić spawarkę na płaskiej powierzchni, o nośności
odpowiedniej dla jej ciężaru, celem uniknięcia wywrócenia lub
przesunięcia, które są niebezpieczne.
5.4 PODłĄ
CZENIE DO SIECI
5.4.1 Zalecenia
Przed wykonaniem jakiegokolwiek podłączenia elektrycznego należy sprawdzić,
czy dane znajdujące się na tabliczce spawarki odpowiadają wartościom napięcia i
częstotliwości sieci, które są do dyspozycji w miejscu instalacji urządzenia.
Spawarkę należy podłączyć wyłącznie do systemu zasilającego z przewodem
neutralnym podłączonym do uziemienia.
Aby zapewnić zabezpieczenie przed pośrednim kontaktem należy stosować wyłączniki
różnicoprądowe typu:
- Typ A (
)
dla urządzeń jednofazowych;
- Typ B (
)
dla urządzeń trójfazowych.
Celem spełnienia wszystkich wymagań Normy EN 61000-3-11 (Flicker) zaleca
się podłączenie spawarki do interfejsu sieci zasilania, który wykazuje impedancję
mniejszą od Zmax = 0.283 ohm.
5.4.2 WTYCZKA I GNIAZDO WTYCZKOWE
Podłączyć do przewodu zasilania z wtykiem znormalizowanym,
(3P + T dla 3ph)
o odpowiedniej pojemności elektrycznej i przygotować gniazdo wtyczkowe sieci
wyposażone w bezpieczniki lub automatyczny wyłącznik; specjalnie przygotowany
zacisk uziemiający należy podłączyć do przewodu uziomowego (żółto-zielony)
linii zasilania. W tabeli 1
(TAB.1)
podane są w
amperach wartości
zalecane dla
bezpieczników zwłocznych linii, wybrane na podstawie max. prądu znamionowego
wytwarzanego przez spawarkę oraz napięcia znamionowego zasilania.
5.5 PODŁ
Ą
CZENIE OBWODU SPAWANIA
UWAGA! PRZED WYKONANIEM NIŻEJ OPISANYCH PODŁĄCZEŃ
NALE
ŻY UPEWNIĆ SIĘ, CZY SPAWARKA JEST WYłĄ
CZONA I
ODłĄCZYĆ JĄ
OD SIECI ZASILANIA.
W tabeli (TAB. 1) podana jest wartość zalecana dla przewodów spawalniczych (w
mm
2
)
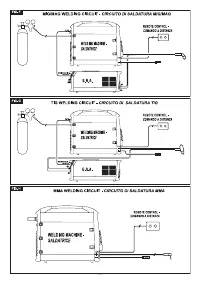
5.5.1 SPAWANIE DRUTEM SPAWALNICZYM METODĄ MIG-MAG (RYS.F)
5.5.1.1 Podłączenie butli z gazem
- Dokręcić reduktor ciśnienia do zaworu butli z gazem, wkładając specjalną redukcję
dostarczoną w akcesoriach, którą należy zamontować w przypadku zastosowania
gazu Argon lub mieszanki Ar/CO
2
.
- Połączyć przewód rurowy doprowadzający gaz z reduktorem i dokręcić zacisk
znajdujący się na wyposażeniu urządzenia; następnie połączyć drugi koniec
przewodu rurowego ze specjalną złączką, znajdującą się z tyłu spawarki i dokręcić
zacisk znajdujący się na wyposażeniu urządzenia.
- Przed otwarciem zaworu butli należy poluzować nakrętkę regulującą reduktor
ciśnienia.
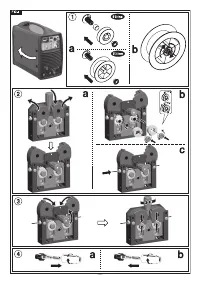
5.5.1.2 Podłączenie uchwytu spawalniczego
- Włożyć uchwyt spawalniczy do odpowiedniej wtyczki dokręcając ręcznie do końca
nakrętkę blokującą.
- Przygotować spawarkę do pierwszego wprowadzenia drutu, wymontować dyszę i
rurkę kontaktową, aby ułatwić wyjęcie.
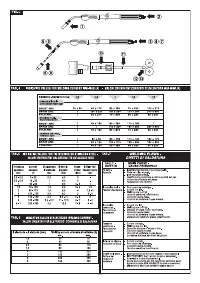
- Połączyć przewód prądu spawania z szybkozłączką (+).
- P
rzewód sterujący ze specjalną wtyczką.
- P
rzewody rurowe doprowadzające wodę dla wersji R.A. (uchwyt spawalniczy
chłodzony wodą) z szybkozłączkami.
- Zwrócić uwagę, aby wtyczki były dobrze dokręcone w celu uniknięcia przegrzewania
się i utraty skuteczności urządzenia.
- Połączyć przewód rurowy doprowadzający gaz z reduktorem i dokręcić zacisk
znajdujący się na wyposażeniu urządzenia; następnie połączyć drugi koniec
przewodu rurowego ze specjalną złączką, znajdującą się z tyłu spawarki i dokręcić
"Ładowanie instrukcji" oznacza, że należy poczekać, aż plik się załaduje i będzie można go czytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od prędkości Twojego internetu.
Inne modele sprzęt spawalniczy Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA