Telwin ENTERPRISE PLASMA 160 HF - Instrukcja obsługi - Strona 11

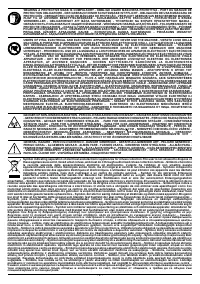
















maksymalny) dla odpowiedniego napiecia luku.
9-
Numer seryjny sluzacy do identyfikacji urzadzenia (niezbedny dla
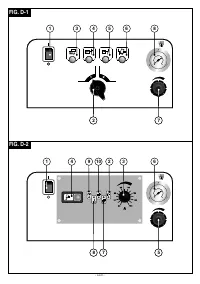
PANEL
STERUJĄCY (RYS. D-1)
pogotowia technicznego, zamówienia czesci zamiennych i badania
1 - Wyłącznik
pochodzenia produktu).
- W pozycji I (ON/Włączony) urządzenie jest gotowe do pracy, sygnał
10-
:Wartosc bezpieczników z opóznionym dzialaniem, które
świetlny jest włączony.
- Obwody sterujące i obsługo
we s
ą zasilane, jednakże w uchwycie
nalezy przygotowac dla zabezpieczenia linii
spawalniczym nie występuje napięcie (STAND BY).
11-
Symbole dot
yczące norm bezpieczeństwa, których znaczenie
- W pozycji O (OFF/Wyłączony) każde funkcjonowanie jest
podane jest w rodziale 1 “Ogólne bezpieczeństwo podczas
zablokowane; urządzenia sterujące są wyłączone, sygnał świetlny
spawania łukowego”.
jest wyłączony.
2 - Regulacja prądu cięcia
Uwaga: Na tabliczce znamionowej podane jest przykładowe znaczenie
- Umożliwia
do
stosowanie natężenia prądu cięcia dostarczanego
symboli i cyfr; dokładne wartości danych technicznych systemu do cięcia
przez urządzenie, które należy zastosować, w zależności od
plazmowego znajdującego się w Waszym posiadaniu, należy odczytać
aplikacji (grubość materiału/prędkość).
bezpośrednio na tabliczce samego urządzenia.
3
-
Biały sygnał świetlny: UCHWYT SPAWALNICZY POD
NAPIĘCIEM
POZOSTAŁE DANE TECHNICZNE:
- Jeżeli jest włączony wskazuje, że obwód cięcia jest włączony: Łuk
- ŹRÓDŁO PRĄDU : patrz tabela 1 (TAB.1)
Pilotujący lub Łuk Tnący "Włą
czony/ON".
- UCHWYT : patrz tabela 2 (TAB.2)
- Zwykle
jest wyłączony (obwód cięcia wyłączony) w przypadku,
Ciężar urządzenia podany jest w tabeli 1 (TAB. 1).
kiedy przycisk uchwytu spawalniczego NIE został wciśnięty (stan
stand by).
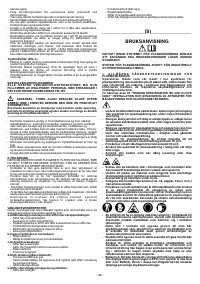
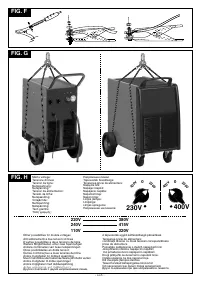
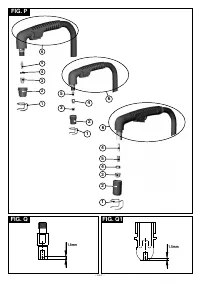
4. OPIS URZĄDZENIA DO CIĘCIA PLAZMOWEGO
-
J e s t w y ł ą c z o n y w p r z y p a d k u , k i e d y p r z y c i s k u c h w y t u
Urządzenia sterujące, regulacja i podłączenie
spawalniczego jest wciśnięty w następujących warunkach:
Wersje z zajarzeniem stykowym (I max
£
50A) (RYS. B)
2
- Podczas faz PRE-ARIA (1s) i POST-ARIA (>30s).
1 -
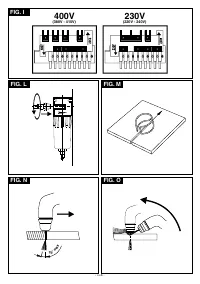
Przełącznik zmiany napięcia i wyłączający
- Jeżeli łuk pilotujący nie zostanie przekazany do przedmiotu w ciągu
- W pozycji 400V (230V) urządzenie jest gotowe do pracy, sygnał
maksymalnie 2 sekund.
świetlny jest włączony (3). Obwody sterujące i obsługowe są
- Jeżeli łuk tnący zostanie przerwany w wyniku zbyt dużej odległości
zasilane, jednakże w uchwycie spawalniczym nie występuje
uchwytu spawalniczego od przedmiotu, nadmiernego zużycia
napięcie (STAND BY).
elektrody lub wymuszonego oddalenia uchwytu spawalniczego od
- W pozycji O (OFF) każd
a funkcja jest zablokowana; urz
ądzenia
przedmiotu.
sterujące są wyłączone, sygnał świetlny jest wyłączony.
- Jeżeli zadziałał system BEZPIECZEŃSTWA.
2 - Regulacja prądu cięcia
4
-
Żółty sygnał świetlny: ZABEZPIECZENIE TERMICZNE
- Umożliwia
do
stosowanie natężenia pradu cięcia dostarczanego
- Jeżeli jest włączony wskazuje przegrzanie źródła prądu; podczas
przez urządzenie do zastosowania w zależnoś
ci od rodzaju
tej fazy funkcjonowanie urządzenia jest zablokowane.
aplikacji (grubość materiału/prędkość).
- Reset następuje automatycznie (zgaśnięcie lampki), po powrocie
3 - Sygnał świetlny
temperatury do dopuszczalnej granicy.
- Kiedy
jest włączony wskazuje, że urządzenie jest gotowe do pracy.
5
-
Ż ó ł t y s y g n a ł ś w i e t l n y : Z A B E Z P I E C Z E N I E C I Ś N I E N I A
4
-
Biały sygnał świetlny: UCHWYT SPAWALNICZY POD
POWIETRZA
NAPIĘCIEM:
- Jeżeli jest włączony wskazuje, że ciśnienie powietrza,
- Jeżeli jest włączony wskazuje, że obwód cięcia jest włączony: Łuk
umożl
i
wiające prawidłowe funkcjonowanie uchwytu spawalniczego
Pilotujący lub Łuk Tnący "Włączony/ON".
jest zbyt niskie; podczas tej fazy funkcjonowanie urządzenia jest
- Zwykle
jest wyłączony (obwód cięcia wyłączony)
w przypadku,
zablokowane.
kiedy przycisk uchwytu spawalniczego NIE zosta
ł wciśnięty (stan
- Reset następuje automatycznie (zgaśnięcie lampki), po
stand by).
przywróceniu ciśnienia do do
puszczalnej granicy.
-
J e s t w y ł ą c z o n y w p r z y p a d k u , k i e d y p r z y c i s k u c h w y t u
6 - Czerwony sygnał świetlny: USZKODZENIE UCHWYTU
spawalniczego jest wciś
ni
ęty w nastę
puj
ą
cych warunkach:
SPAWALNICZEGO
- Podczas faz PRE-ARIA (1s) i POST-ARIA (>30s).
- Jeżeli jest włączony wskazuje, że nastąpiło uszkodzen
ie uchwytu
- Jeżeli łuk pilotujący nie zostanie przekazany do przedmiotu w ciągu
spawalniczego, typowe zwarcie pomi
ędzy elektrodą i dyszą;
maksymalnie 2 sekund.
podczas tej fazy funkcjonowanie urzą
dzenia jest zablokowane.
- Jeżeli łuk tnący zostanie przerwany w wyniku zbyt dużej odległości
- Reset następuje automatycznie. Aby doprowadzić urządzenie do
uchwytu spawalniczego od przedmiotu, nadmiernego zużycia
stanu funkcjonowania (RESET) NALEŻY śledzić następującą
elektrody lub wymuszonego oddalenia uchwytu spawalniczego od
procedurę:
przedmiotu.
- Ustawić wyłącznik na O.
- Jeżeli zadziałał system BEZPIECZEńSTWA.
-
Usunąć przyczynę uszkodzenia, patrz paragraf "
KONSERWACJA
5
-
Żółty sygnał świetlny: ZABEZPIECZENIE TERMICZNE
UCHWYTU SPAWALNICZEGO".
- Jeżeli jest włączony wskazuje przegrzanie źródła prądu; podczas
- Ponownie ustawić wyłącznik w pozycji " I ".
tej fazy fun
kcjonowania urz
ądzenia jest zablokowane.
7 - Regulator ciśnienia sprężonego powietrza
- Reset następuje automatycznie (zgaśnięcie lampki), po powrocie
8 - Manometr
temperatury do dopuszczalnej granicy.
- Regulować pokrętłem w celu wyregulowania ciśnienia (ciągnąć,
6 - Regulator ciśnieni
a spr
ęż
onego powietrza
aby je odblokować i obrócić), odczytać żądaną wartość (w barach)
7 - Manometr
na manometrze, wcisnąć pokrętło, aby zablokować regulację.
- Regulowa
ć pokrę
t
ł
em w
celu wyregulowania ciśnienia (ciągnąć
pokrętło, aby je odblokować i obrócić), odczytać żądaną wartość (
w
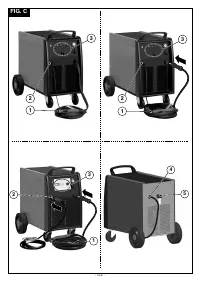
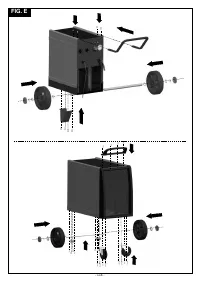
PANEL STERUJĄCY (RYS. D-2)
barach) na
manometrze, wcisnąć pokrętło, aby zablokować
1 - Wyłącznik główny O - I
regulację.
- W pozycji I (ON/W
łączony) urządzenie jest gotowe do pracy,
8 - Uchwyt spawalniczy z przyłączem bezpośrednim
zielona dioda wskazująca obecność sieci świeci się
(Rys. D-2
(
- Przycisk uchwytu spawalniczego jest jedynym urządzeniem
2 )
). Obwody sterujące i obsługowe są zasilane, jednakże w
sterującym, za pomocą którego może być sterowane rozpoczęcie i
uchwycie spawalniczym nie występuje napięcie (STAND BY).
zakończenie operacji cięcia.
- W pozycji O (OFF/Wy
łączone) każde funkcjonowanie jest
- Po zwolnieniu przycisku cykl zostanie natychmiast przerwany w
zablokowane; urządzenia sterujące są wyłączone, sygnał
y
świetln
e
każdej fazie, za wyjątkiem podtrzymywania powietrza chłodzącego
są wyłączon
e.
(post-aria).
3 - Potencj
ometr prądu cięcia
- Przypadkowe manewry:
aby udzielić przyzwolenia na rozpoczęcie
- Umożliwia
do
stosowanie natężenia prądu cięcia dostarczanego
cyklu, należy przytrzymać przycisk wciśnięty przez minimalną ilość
przez urządzenie, które należy zastosować, w zależności od
czasu.
rodzaju
aplikacji (grubość materiału/prędkość). Odwołać się do
- Zabezpieczenie elektryczne: funkcja przycisku jest zablokowan
a,
DANYCH TECHNICZNYCH, aby uzyskać prawidłowy cykl praca-
jeżeli uchwyt izolacyjny dyszy NIE został zamontowany na głowicy
przerwa, który należy zastosować w zależności od ustawionego
uchwytu spawalniczego lub został zamontowany nieprawidłowo.
pradu (okres czas = 10 min).
9 - Przewód powrotny
- W Tab.
3 podana jest prędkość cięcia w zależności od grubości,
10 - Przewód zasilania
przeznaczona dla materiałów aluminiowych, żelaza i stali przy
wartości prądu 150A.
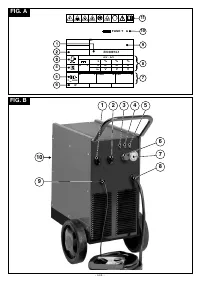
Wersje z zajarzeniem HF (wysoka częstotliwość) (I
max
³
70A)
2
4 - Przycisk powietrza
ŹRÓDŁO PRĄDU (RYS.C)
- Wciskajac ten przycisk powietrze nadal wydostaje się z uchwytu
1 - Uchwyt spawalniczy z przy
łączem bezpośrednim lub
spawalniczego przez około 45 sek.
scentralizowanym
Zwykle jest uż
ywany do:
- Przycisk uchwytu spawalniczego jest jedynym urz
ą
dzeniem
-
chłodzenia uchwytu spawalniczego;
steruj
ą
cym, z
a pomocą
którego mo
ż
e byc sterowane rozpocz
ę
cie i
-
podczas fazy regulacji ciśnienia na manometrze.
zako
ńczenie operacji cię
cia.
5 - Regulator ciśnienia (sprężon
e powietrze jako gaz plazmowy)
- Po zwolnieniu przycisku cykl zosta
nie natychmiast przerwany w
6 - Manometr
każdej fazie, za wyjątkiem podtrzymywania powietrza chłodzącego
- Wcisnąć przycisk powietrza i umożliwić wypłynięcie powietrza z
(post-aria).
uchwytu.
- Przypadkowe manewry:
aby udzielić przyzwolenia na rozpoczęcie
- Regulować pokrętłem w następujący sposób: ciągnąć do góry, aby
cyklu, należy przytrzymać przycisk wciśnięty przez minimalną ilość
je
odblokować i obrócić, aby wyregulować ciśnienie do żądanej
czasu.
wartośc
i (5 bar).
- Zabezpieczenie elektryczne: funkcja przycisku jest zablokowana,
- Odczytać żądaną wartość (w barach) na manometrze; wcisnąć
je
ż
eli uchwyt izolacyjny dyszy NIE zosta
ł zamontowany na gł
owicy
pokrętło, aby zablokować regulację.
uchwytu spawalniczego lub zosta
ł zamontowany nieprawidł
owo.
7
-
Żółty sygnał świetlny: UCHWYT SPAWALNICZY POD
2 - Przewód powrotny
NAPIĘCIEM
3 - Panel sterujący
Ż
ó
ł
ta dioda sygnalizuj
ą
ca obecno
ść napięcia w uchwycie
4 - Przewód zasilania
spawalniczym:
5 - Reduktor ci
śnienia sprężonego powietrza
- 73 -
"Ładowanie instrukcji" oznacza, że należy poczekać, aż plik się załaduje i będzie można go czytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od prędkości Twojego internetu.