Telwin ENTERPRISE PLASMA 160 HF - Instrukcja obsługi - Strona 12
















- Jeżeli się świeci wskazuje, że obwód cięcia jest włączony: Łuk
zwłocznych linii, wybranych w zależności od maksymalnego prądu
Pilotujacy lub Łuk Tnący "ON/Włączony".
znamionowego, wytwarzanego przez spawarkę oraz od napięcia
-
Nie świeci się (wyłączony obwód cięcia):
znamionowego zasilania.
1 - w przypadku, kiedy przycisk uchwytu NIE zosta
ł wciśnięty (stan
stand by).
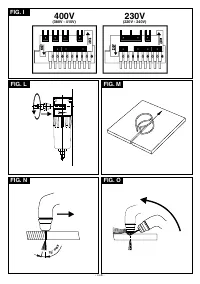
Zmiana napięcia (wersja z I
max
£
50A)
2
2 - w przypadku, kiedy przycisk uchwytu spawaln
iczego jest
W przypadku urządzeń wyposażonych w dwa napięcia zasilania należy
wciśnięty, w następujących warunkach: podczas faz PREARIA
przygotować śrubę blokującą pokrętło przełącznika zmiany napięcia w
(0.8s) i POSTARIA (>45s).
położeniu, odpowiadającym napięciu linii, będącym rzeczywiście do
3 - j
eżeli łuk pilotujący nie zostanie przekazany do przedmiotu w
dyspozycji (
RYS. H
).
ciągu maksymalnie 2 sekund.
4 - j
eżeli łuk tnący zostanie przerwany w wyniku zbyt dużej
Zmiana napięcia (wersja z I
max
³
70A)
2
odległości uchwytu od przedmiotu, nadmiernego zużycia
W przypadku wykonywania operacji
zmiany napięcia należy dostać się
elektrody lub wymuszonego oddalenia uchwytu spawalniczego
do wnętrza źródła prądu, zdejmując wcześniej panel i przygotować
od przedmiotu.
skrzynkę zaciskową zmiany napięcia w taki sposób, aby napięcie
5
-
Jeżeli zadziałał system BEZPIECZEŃSTWA.
podane na specjalnej tabliczce sygnalizującej było zgodne z napięciem
8 - Czerwony sygnał świetlny: ZABEZPIECZENIE TERMICZNE
sieci będącym do dyspozycji (
Rys. I
).
Czerwona dioda świeci się:
wskazuje przegrzanie jednego z komponentów obwodu mocy
Ponownie dokładnie zamontować panel przykręcając odpowiednimi
(transformator trójfazowy, chopper).
Funkcjonowanie urządzenia
śrubami.
jest zablokowane, reset następuje automatycznie.
Uwaga!
- Czerwony sygnał świetlny: NIEPRAWIDŁOWE NAPIĘCIE SIECI
Źródło prądu jest
do
stosowane fabrycznie do napięcia najwyższego z
Czerwona dioda świeci się:
dostępnej gamy, na przykład:
wskazuje zbyt wysokie lub zbyt niskie napięcie zasilania
U 400V
Ü
Napięcie
dostosowane fabrycznie.
1
wejściowego. Funkcjonowanie urządzenia jest zablokowane, reset
następuje automatycznie.
---------------------------------------------------------------------------------------------
9
-
Żółty sygnał świetlny: BRAK FAZY
Żółta dioda świeci się:
UWAGA! Nieprzestrzeganie wyżej podanych zaleceń
Funkcjonowanie urządzenia jest zablokowane, reset następuje
automatycznie.
powoduje nieskuteczne działanie systemu zabezpieczającego
10
-
Żółty + czerwony sygnał świetlny: ZABEZPIECZENIE
przewidzianego przez producenta (klasy I ), z konsekwentnymi
CIŚNIENIA
POWIETRZA
poważnymi zagrożeniami dla osób (np. szok elektryczny) oraz dla
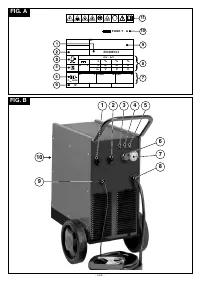
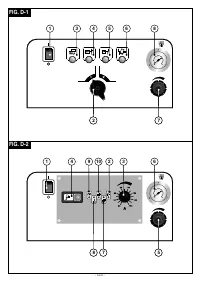
Świecąca się dioda ŻÓŁTA razem z CZERWONĄ sygnalizują
przedmiotów (np.. pożar).
ogólny alarm (Rys. D-2
( 8 )
).
---------------------------------------------------------------------------------------------
Jeżeli się świecą wskazują, że ciśnienie powietrza, umożl
i
wiające
prawidłowe funkcjonowanie uchwytu spawalniczego jest zbyt
PODŁĄCZENIA OBWODU CIĘCIA
niskie.
---------------------------------------------------------------------------------------------
Podczas tej fazy funkcjonowanie urządzenia jest zablokowane.
Reset następuje automatycznie.
UWAGA!
PRZED WYKONANIEM NIŻEJ PODANYCH
PODŁĄCZEŃ NALEŻY UPEWNIĆ SIĘ, ŻE ŹRÓDŁO PRĄDU JEST
5. INSTALOWANIE
WYŁĄCZONE I ODŁĄCZONE OD SIECI ZASILANIA.
---------------------------------------------------------------------------------------------
W tabeli 1 (TAB. 1) podane sa wartosci zalecane dla przewodu
powrotnego (w mm2), wybrane w zaleznosci od maksymalnego pradu
U WA G A ! W S Z E L K I E O P E R A C J E I N S TA L O WA N I A I
wytwarzanego przez urzadzenie.
P O D Ł Ą C Z E N I A E L E K T RY C Z N E N A L E Ż Y B E Z W Z G L Ę D N I E
---------------------------------------------------------------------------------------------
WYKONAĆ PO UPRZEDNIM WYŁĄCZENIU SYSTEMU DO CIĘCIA
PLAZMOWEGO I ODŁĄCZENIU OD SIECI ZASILANIA.
Podłączenie sprężon
ego powietrza (RYS. L).
PODŁĄCZENIA ELEKTRYCZNE POWINNY BYĆ WYKONYWANE
- Przygotować linię dystrybucji sprężonego powietrza o minimalnych
W Y Ł Ą C Z N I E P R Z E Z P E R S O N E L D O Ś W I A D C Z O N Y L U B
wartościach ciśnienia i nośności podanych w tabeli 2 (TAB. 2), w tych
WYKWALIFIKOWANY.
modelach, w których jest przewidziana.
---------------------------------------------------------------------------------------------
WAŻNE!
Nie
przekraczać maksymalnego ciśnienia wejściowego 8 bar. Powietrze
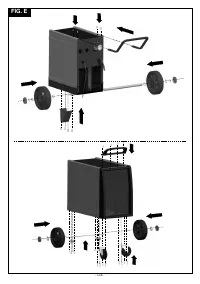
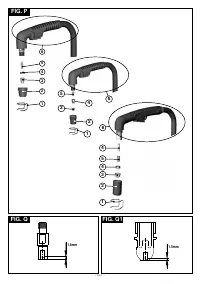
PRZYGOTOWANIE
(Rys. E)
zawierające znaczne ilości wilgoci lub oleju może powodować
Rozpakowac urzadzenie i zamontowac odlaczone czesci znajdujace sie
nadmierne zużycie części ulegających zużyciu lub uszkodzić uchwyt
w opakowaniu.
plazmowy. W przypadku istnienia wątpliwości dotyczących jakości
sprężonego powietrza będącego do dyspozycji, zaleca się
Polaczenie przewodu powrotnego z zaciskiem masowym (Rys.
F
)
zastosowanie osuszacza powietrza, który należy zainstalować przed
filtrem wejściowym. Podłączyć giętkie przewody rurowe linii sprężonego
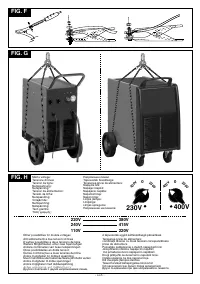
SPOSÓB PODNOSZENIA URZĄDZENIA
powietrza do urządzenia, zastosować jedną ze złączek znajdujących się
Podnoszenie urządzenia powinno być wykonywane w sposób po
kazany
w wyposażeniu do montażu na filtrze wlotowym powietrza, znajdującym
na
Rys. G
.
Obowiązuje to zarówno w przypadku pierwszej instalacji jak
się z tyłu urządzenia.
również podczas całego okresu eksploatacji urządzenia.
Podłączenie przewodu powrotnego prądu tnącego.
USTAWIENIE URZADZENIA
Podłączyć przewód powrotny prądu tnącego do przecinanego
Wyznaczyc miejsce instalacji urzadzenia w taki sposób, aby w poblizu
przedmiotu lub do metalowego stołu, na którym jest ułożony, stosując
otworu wlotowego i wylotowego powietrza chlodzacego nie znajdowaly
następujące środki ostrożności:
sie przeszkody; upewnic sie jednoczesnie, czy nie sa zasysane pyly
- Sprawdzić, czy został wytworzony prawidłowy styk elektryczny, w
przewodzace, opary korozyjne, wilgoc, itd..
szczególności w przypadku przecinania blachy z powłoką izolacyjną,
Zapewnic co najmniej 250mm wolnej przestrzeni wokól urzadzenia.
oksydowanej, itp.
---------------------------------------------------------------------------------------------
- Wykonać podłączenie do masy najbliżej możliwie do strefy cięcia.
- Używanie metalowych struktur, które nie są częścią poddawanego
obróbce przedmiotu jako przewodnika powrotnego prądu tnącego,
UWAGA! Ustawić urządzenie na powierzchni płaskiej, o
m o ż e b y ć n i e b e z p i e c z n e i m o ż e p o w o d o w a ć u z y s k a n i e
nośności odpowiedniej dla jego ciężaru, celem uniknięcia
niedostatecznych wyników podczas cięcia.
wywrócenia lub przesunięcia, które są niebezpieczne.
- Nie podłączać masy od strony przedmiotu, który należy odciąć.
---------------------------------------------------------------------------------------------
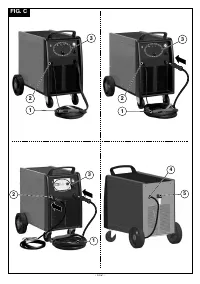
Podłączenie uchwytu do cięcia plazmowego (RYS.
B, C
) (gdzie
PODŁĄCZENIE DO SIECI
przewidziany).
- Przed wykonaniem jakiegokolwiek podłączenia elektrycznego należy
Włożyć końcówkę męską uchwytu plazmowego do przewodu
sprawdzić, czy dane podane na tabliczce źródła prądu odpowiadają
scentralizowanego, znajdującego się na przednim panelu dopasowując
wartościom napięcia i częstotliwości sieci, będącymi do dyspozycji w
klucz polaryzacyjny. Dokręcić do końca tuleję blokującą w kierunku
miejscu instalacji.
zgodnym z ruchem wskazówek zegara, aby zapewnić przepływ
- Źródło prądu należy podłączyć wyłącznie do systemu zasilania z
powietrza i prądu bez strat.
przewodem neutralnym podłączonym do uziemienia.
W niektórych modelach uchwyt plazmowy jest dostarczany jako
- Aby zapewnić zabezpieczenie przed pośrednim kontaktem należy
podłączony do źródła prądu.
stosować wyłączniki różnicoprądowe typu:
WAŻNE!
Przed rozpoczęciem operacji cięcia należy sprawdzić prawidłowy
- Typ A (
)
.
montaż części ulegających zużyciu, sprawdzając głowicę uchwytu
plazmowego, jak podano w rozdziale "KONSERWACJA UCHWYTU
- Celem spełnienia wszystkich wymogów normy EN 61000-3-11
PLAZMOWEGO".
(Flicker), zaleca się podłączenie źródeł prądu do punktów interfejsu
sieci zasilania, które wykazują impedancję mniejszą od Zmax = 0.2
---------------------------------------------------------------------------------------------
ohm.
Wtyczka i gniazdko
UWAGA!
Podłączyć do przewodu zasilania wtyczkę znormalizowana, (
3B + U
) o
ZABEZPIECZENIE URZĄDZENIA DO CIĘCIA PLAZMOWEGO.
o d p o w i e d n i m p r z e p
ł y w i e i p r z y g o t o w a ć g n i a z d k o s i e c i o w e
Wyłącznie w przypadku zastosowania modelu z odpowiednim
zabezpieczone przez bezpieczniki lub automatyczny wyłącznik
uchwytem i odnośnym połączeniem ze źródłem prądu, jak podano
magnetotermiczny; podłączyć specjalny zacisk uziemiający do
w TAB. 2 gwarantuje się, że zabezpieczenia przewidziane przez
przewodu uziomowego (żółto-zielony) linii zasilania. W tabeli 1 (
TAB.1
)
producenta będą skuteczne (system z blokadą).
podane s
ą w amperach wartości zalecane dla bezpieczników
- NIE
UŻYWAĆ
uchwytów spawalniczych i ich cz
ęści ulegających
- 74 -
"Ładowanie instrukcji" oznacza, że należy poczekać, aż plik się załaduje i będzie można go czytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od prędkości Twojego internetu.