
Awelco BLUEMIG 145 Sprzęt spawalniczy – Instrukcja obsługi w formacie pdf, czytaj online za darmo. Mamy nadzieję, że okaże się ona pomocna w przypadku jakichkolwiek pytań związanych z użytkowaniem urządzenia.
Jeśli nadal masz wątpliwości, zadaj pytanie w komentarzach pod instrukcją.
"Ładowanie instrukcji" oznacza, że musisz poczekać na pobranie pliku, aby móc go przeczytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od szybkości łącza internetowego.






Rozpryski
Rozpryski pochodz
ą
od dzia
ł
ania
ł
uku elektrycznego. Ma
ł
e rozpryski s
ą
nie do unikni
ę
cia, ale powinno si
ę
d
ą
žy
ć
do minimalizacji zjawiska.
Naležy wybra
ć
odpowiednie nastawy spawarki oraz zapewni
ć
w
ł
a
ś
ciwy
gaz i odpowiednie ci
ś
nienie gazu. Naležy takže utrzymywa
ć
palnik w
czysto
ś
ci.
W
ą
ska spoina
Jest spowodowana zbyt szybkim przesuwaniem palnika lub niew
ł
a
ś
ciwie
dobranym gazem os
ł
onowym.
Spoina bardo niewielkiej grubo
ś
ci lub zbyt szeroka
Jest spowodowana zbyt wolnym przesuwaniem palnika.
Drut spawalniczy ulega przepaleniu
Može to by
ć
spowodowane
ś
lizganiem si
ę
rolek mechanizmu podajnik a
drutu, poluzowan
ą
lub zniszczon
ą
koñcówka palnika, zbyt bliskim
ustawieniem dyszy wzgl
ę
dem spawanego materia
ł
u lub zbyt wysokimi
nastawami.
Zbyt p
ł
ytka spoina
Može wynika
ć
ze zbyt szybkiego przesuwania palnika, zbyt niskiego
pr
ą
du spawania lub nieprawid
ł
owej pr
ę
dko
ś
ci podawania drutu
spawalniczego. Przyczyn
ą
može by
ć
takže zamieniona polaryzacja.
Naležy zadba
ć
o w
ł
a
ś
ciwe parametry spawania.
Dziurawienie spawanego materia
ł
u
Može by
ć
spowodowane zbyt wolnym przesuwaniem palnika, zbyt dužym
pr
ą
dem spawania lub niew
ł
a
ś
ciwym przesuwem drutu.
Duže rozpryski i porowato
ść
Može by
ć
spowodowane zbyt dužym dystansem miedzy dysz
ą
palnika, a
spawanym elementem, zabrudzonym materia
ł
em lub zbyt niskim
ci
ś
nieniem gazu. Naležy pami
ę
ta
ć
, že ci
ś
nienie gazu powinno by
ć
takie,
žeby zapewni
ć
przep
ł
yw na poziomie 7-8 litrów na minut
ę
. Pomocny w
ustaleniu ci
ś
nienia gazu može by
ć
reduktor wyposažony w odpowiedni
manometer.
Niestabilno
ść
ł
uku elektrycznego
Može by
ć
spowodowana niewystarczaj
ą
cym pr
ą
dem spawania,
nieregularnym przesuwem drutu spawalniczego lub niedostateczna
os
ł
ona gazow
ą
.
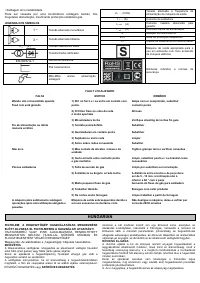
OBJA
Ś
NIENIE SYMBOLI
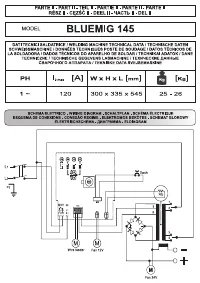
1 ~
Pojedyncze fazy napi
ę
cia zmiennego
3 ~
Trzy fazy napi
ę
cia zmiennego
U
0
… (V)
W arto
ść
znamionowa napi
ę
cia bez
obci
ąż
enia
Transformer-prostownik
EN 60974 - 1
Obowi
ą
zuj
ą
ca norma wykonania
Charakterystyka sta
ł
a
MIG-MAG druty spawalnicze paszy
U
1
… (V/Hz)
W arto
ś
ci znamionowe napi
ę
cia
zasilania i cz
ę
stotliwo
ś
ci
I
2
… (A)
Symbol i jednostka pr
ą
du spawania
I
1 max
(A)
W arto
ść
znamionowa pr
ą
du zasilania
I
1 eff
… (A)
Efektywny pr
ą
d zasilaj
ą
cy
X Cykl
pracy
IP21 Stopie
ń
ochrony
H Klasa
izolacji
Symbol spawarek, które mog
ą
by
ć
u
ż
ywane w
ś
rodowisku ze
zwi
ę
kszonym niebezpiecze
ń
stwem
pora
ż
enia pr
ą
dem elektrycznym
Symbol odniesienia do instrukcji
bezpiecze
ń
stwa
WYKRYWANIE USTEREK
USTERKA
Rolki obracaj
ą
si
ę
, mimo to brak
transportu drutu spawalniczego
Drut jest przesuwany z szarpni
ę
ciami lub
jest przesuwany w odwrotn
ą
stron
ę
Brak
ł
uku elektrycznego
Spoina o z
ł
ych parametrach
Po okresie intensywnego spawania,
spawarka nagle si
ę
wy
łą
czy
ł
a
PRZYCZYNA
1) Z abrudzona droga transportu drutu i/lub
zabrudzona nak
ł
adka stykowa
2) Docisk rolek jest zbyt dužy
3) Awaria podajnika drutu
1) Usterka nak
ł
adki stykowej
2) Spalona nak
ł
adka stykowa
3) Z abrudzony rowek w rolkach dociskowyc
4) Z užyte rolki dociskowe
1) Brak styku mi
ę
dzy kablem zwrotnym i
spawanym elementem
2) Spi
ę
cie miedzy nak
ł
adk
ą
stykow
ą
i
os
ł
ona gazow
ą
1) Os
ł
ona gazowa zabrudzona odpryskami
2) Niew
ł
a
ś
ciwa odleg
ł
o
ść
i/lub niew
ł
a
ś
ciwy
k
ą
t mi
ę
dzy koñcówk
ą
spawalnicz
ą
a
spawanym elementem
3) Zbyt ma
ł
a os
ł
ona FLUX w drucie
spawalniczym
4) Zawilgocone spawane elementy
5) Spawane elementy s
ą
zardzewia
ł
e
Zadzia
ł
a
ł
bezpiecznik termiczny spawarki
USUNI
Ę
CIE USTERKI
Przedmucha
ć
spr
ę
žonym powietrzem, w razie
potrzeby wymieni
ć
na k
ł
adk
ę
stykow
Poluzowa
ć
docisk rolek
Sprawdzi
ć
os
ł
on
ę
prowadnicy drutu
Wymieni
ć
nak
ł
adk
ę
stykow
ą
Wymieni
ć
nak
ł
adk
ę
stykow
ą
Oczy
ś
ci
ć
rolki
Wymieni
ć
Oczy
ś
ci
ć
rolki
Wyczy
ś
ci
ć
elementy, w razie potrzeby wymieni
ć
nak
ł
adk
ę
stykow
ą
lub os
ł
on
ę
Oczy
ś
ci
ć
os
ł
on
ę
Odleg
ł
o
ść
koñca drutu spawalniczego od
spawanego elementu musi si
ę
zawiera
ć
pomi
ę
dzy 5,
a 10 mm, a k
ą
t nie može by
ć
mniejszy niž 60 stopni
Zmieni
ć
drut spawalniczy na w
ł
a
ś
ciwy
Osuszy
ć
spawane elementy
Oczy
ś
ci
ć
spawane elementy z rdzy
Nie wy
łą
cza
ć
spawarki, pozwoli
ć
jej ostygn
ąć
przez
20 - 30 minut
Nadal masz pytania?Nie znalazłeś odpowiedzi w instrukcji lub masz inne problemy? Zadaj pytanie w poniższym formularzu i opisz szczegółowo swoją sytuację, aby inni użytkownicy i eksperci mogli udzielić ci odpowiedzi. Jeśli wiesz, jak rozwiązać problem innej osoby, podziel się swoją wiedzą :)