
Awelco BLUEMIG 145 Sprzęt spawalniczy – Instrukcja obsługi w formacie pdf, czytaj online za darmo. Mamy nadzieję, że okaże się ona pomocna w przypadku jakichkolwiek pytań związanych z użytkowaniem urządzenia.
Jeśli nadal masz wątpliwości, zadaj pytanie w komentarzach pod instrukcją.
"Ładowanie instrukcji" oznacza, że musisz poczekać na pobranie pliku, aby móc go przeczytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od szybkości łącza internetowego.






3. Blokowanie kó
ł
z coppiglie lub Caps Lock.
4. Zapi
ę
cia z przodu wsparcia ze
ś
ruby dostarczone Parker Data
5. Bezpieczne doj
ś
cie przez
ś
rubowania na rozszerzenie obs
ł
ugi ustalane
na forum.
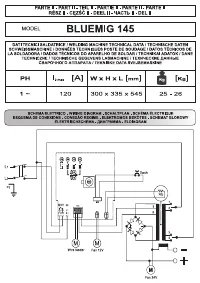
3. INSTALACJA SZPULI Z DRUTEM SPAWALNICZYM I PALNIKA
3.1. INSTALACJA SZPULI Z DRUTEM SPAW ALNICZYM
Urz
ą
dzenia mog
ą
by
ć
wykorzystywane oboj
ę
tnie b
ę
bny ø100 i ø200.
Rolce ma sprz
ę
g
ł
a, w celu zachowania drutu dysku.
ø
100
ø
200
3.2. MECHANIZM PRZESUWU DRUTU
Naležy si
ę
upewni
ć
, že rozmiar rowka w rolkach odpowiada
ś
rednicy drutu
spawalniczego. Mechanizm obs
ł
uguj e drut o
ś
rednicy 0,6; 0,8 mm, w
przypadku pracy z drutem o
ś
rednicy 1 mm naležy zastosowa
ć
odpowiednie rolki. Rolki maj
ą
wybite z boku oznaczenie obs
ł
ugiwanej
ś
rednicy drutu.
W przypadku spawania z gazem os
ł
onowym naležy si
ę
zaopatrzy
ć
w
odpowiednie rolki. W zaležno
ś
ci od rodzaju spawanego materia
ł
u naležy
si
ę
zaopatrzy
ć
w rolki z odpowiednim rowkiem. Rowek w kszta
ł
cie litery V
do drutu stalowego i w kszta
ł
cie litery U w przypadku drutu aluminiowego.
Do pracy z os
ł
on
ą
gazow
ą
, naležy zaopatrzy
ć
si
ę
w odpowiednie rolki
oraz reduktorgazowy w celu regulacji ci
ś
nienia gazu.
3.3. ZAK
Ł
ADANIE DRUTU SPAW ALNICZEGO
1. Od
łą
czy
ć
wiosn
ą
rami
ę
(1) i w
łą
czy
ć
go do góry (2), aby przenie
ść
go z
rolki (3). Upewnij si
ę
,
ż
e porty imiennego stemplowane na bok, aby
ś
rednica drutu u
ż
ywanych.
2. Ostro
ż
nie od
łą
czy
ć
drut z cewki portafilo. Aby unikn
ąć
uci
ąż
liwe
sbobinamenti trzyma
ć
go w napi
ę
ciu do punktu (5).
3. W ytnij pierwszych 100 mm drutu cz
ęść
lub ca
ł
o
ść
nie idealnie proste.
4. W
ł
ó
ż
drutu w przewodniku (4), powy
ż
ej rolki (3), a nast
ę
pnie w
ł
ó
ż
j
ą
do
rurki kapilarnej (5).
5. Zamknij lewej premifilo wiosn
ą
za
ł
adowany. Obró
ć
cewki w celu
dalszego rozlu
ź
ni
ć
drutu.
6. Ga
ł
k
ę
z presj
ą
drutu jest w po
ł
owie ci
ś
nienia. Je
ś
li ci
ś
nienie jest zbyt
wysokie (ryzyko sp
ł
aszczenie drutu), odkr
ę
ci
ć
pokr
ę
t
ł
o tak, aby
zmniejszy
ć
ci
ś
nienie. Ma
ġġ
oranza ci
ś
nienie jest wymagane, je
ż
eli u
ż
ywa
si
ę
drutu od 0,6 mm. Je
ś
li rolka jazdy kuligi, musimy zwi
ę
kszy
ć
presj
ę
do
drutu z
ł
omu regularnie.
7. Usu
ń
gazu dyszy przewodnikiem i ko
ń
cówki pochodnie contatto.dalla
pistolet.
8. Umie
ść
prze
łą
cznik w po
ł
o
ż
eniu "ON" ( "I").
9. Wyci
ą
gnij przewód w palnik tak,
ż
e jest bardzo w prawo.
10.Press przycisku zasilania palnika i drutu, a
ż
pojawi si
ę
na ko
ń
cu tej
latarka (uwa
ż
a
ć
, aby nie maj
ą
bro
ń
przeciwko Tobie lub innym osobom), a
nast
ę
pnie zwolnij przycisk.
11. W y
łą
czajsamochód mettendoin pozycji "OFF" ( "O").
12. W ymiepunktu kontaktowego el'ugello gazu.
13. Ci
ą
drutu 6-10 mm poza wskazówka. Teraz maszyna jest gotowa do
rozstrzygni
ę
cia.
3.4. POD
ŁĄ
CZENIE DYSZY SPAW ALNICZEJ
Dysza spawalnicza jest pod
łą
czona do spawarki i gotowa do užycia.
Ewentualna wymiana dyszy musi by
ć
przeprowadzona ze szczególn
ą
ostrožno
ś
ci
ą
i tylko przez wykwalifikowany personel. Aby wymieni
ć
nak
ł
adk
ę
stykow
ą
naležy j
ą
odkr
ę
ci
ć
lub wyci
ą
gn
ąć
. W ymieni
ć
koñcówk
ę
,
sprawdzi
ć
, czy jej rozmiar odpowiada rozmiarowi kabla i wymieni
ć
os
ł
on
ę
gazow
ą
. Aby zapewni
ć
w
ł
a
ś
ciwe prowadzenie drutu naležy zadba
ć
o to,
žeby wszystkie elementy by
ł
y dopasowane do siebie pod wzgl
ę
dem
rozmiaru.
4. SPAW ANIE
4.1. SPAW ANIE CI
Ą
G
Ł
E
Jest to najcz
ęś
ciej wykorzystywanytryb pracy spawarki. W tym trybie
jedyna czynno
ś
ci
ą
, jak
ą
trzeba wykona
ć
, aby rozpocz
ąć
spawanie jest
naci
ś
ni
ę
cie przycisku na palniku. Aby zakoñczy
ć
spawanie wystarczy
zwolni
ć
nacisk na przycisk.
4.2. CI
Ś
NIENIE GAZU
Ci
ś
nienie gazu zwykle zawiera si
ę
w takim przedziale, aby zapewni
ć
przep
ł
yw na poziomie 6 - 12 litrów na minut
ę
.
Jednak w szczególnych przypadkach ci
ś
nienie gazu powinno by
ć
dobrane
do rodzaju wykonywanego spawania.
4.3. SPAW ANIE GAZOWE - NO GAS
4.3.1. Gaz
- Pod
łą
cz latarka do zacisku dodatniego "+" i szczypce do
negatywnych masa "-".
4.3.2. No-Gaz
- (tylko dla modeli, które maj
ą
tego predyspozycje)
Dokonanie zmiany polaryzacji, pod
łą
czy
ć
, a nast
ę
pnie mas
ę
szczypce do
pozytywnego "+" i ko
ń
cowych z pochodni
ą
na negatywne "-".
4.4. GAZOWE I BEZGAZOWE SPAW ANIE
MIG
-
M
etal
I
nert
G
as - Spawanie z os
ł
ona gazu oboj
ę
tnego
MAG
-
M
etal
A
ctive
G
as - Spawanie w os
ł
onie gazu aktywnego
Te dwie metody uzupe
ł
niaj
ą
si
ę
, róžnica mi
ę
dzy nimi tkwi w užytym gazie
os
ł
onowym. W metodzie MIG gazem os
ł
onowym jest argon, w przypadku
metody MAG takim gazem jest dwutlenek w
ę
gla CO. Do spawania
aluminium potrzebna j est os
ł
ona argonowa, do spawania stali wystarczy
mieszanka argonu 80% i CO 20%.
Os
ł
ony z samego CO možna užy
ć
do spawania želiwa.
5. SPAW ANIE
5.1. INFORMACJE OGÓLNE
W przypadku spawania na najnižszych nastawach, naležy stara
ć
si
ę
utrzymywa
ć
jak najkrótszy
ł
uk elektryczny.
B
ę
dzie to možliwe, dzi
ę
ki jaknajkrótszemu dystansowi pomi
ę
dzy
palnikiem, a spawanym elementem. Naležy takže utrzymywa
ć
k
ą
t oko
ł
o
60 stopni pomi
ę
dzy palnikiem i spawanym elementem. D
ł
ugo
ść
ł
uku može
by
ć
zwi
ę
kszana w przypadku spawania przy wyžszych nastawach.
Maksymalna osi
ą
galna d
ł
ugo
ść
ł
uku wynosi 20 mm.
5.2. INFORMACJE DOTYCZ
Ą
CE SPAWANIA
Niektóre problemy pojawiaj
ą
ce si
ę
czasem podczas spawania, s
ą
cz
ęś
ciej
wynikiem wp
ł
ywu warunków zewn
ę
trznych niž nieprawid
ł
owo
ś
ci w pracy
samej spawarki. Ponižej przedstawiono g
ł
ówne problemy oraz przyczyn
ę
ich powstawania.
Porowato
ść
Niewielkie otwory w spawie powstaj
ą
na skutek przerw w dostawie gazu
os
ł
onowego lub z powodu zanieczyszczeñ gazu. Aby pozby
ć
si
ę
otworów,
wystarczy oszlifowa
ć
spaw.
Nadal masz pytania?Nie znalazłeś odpowiedzi w instrukcji lub masz inne problemy? Zadaj pytanie w poniższym formularzu i opisz szczegółowo swoją sytuację, aby inni użytkownicy i eksperci mogli udzielić ci odpowiedzi. Jeśli wiesz, jak rozwiązać problem innej osoby, podziel się swoją wiedzą :)