

DWT SBM-1050 DT 5.1.24 Wkrętark – Instrukcja obsługi w formacie pdf, czytaj online za darmo. Mamy nadzieję, że okaże się ona pomocna w przypadku jakichkolwiek pytań związanych z użytkowaniem urządzenia.
Jeśli nadal masz wątpliwości, zadaj pytanie w komentarzach pod instrukcją.
"Ładowanie instrukcji" oznacza, że musisz poczekać na pobranie pliku, aby móc go przeczytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od szybkości łącza internetowego.







Polski
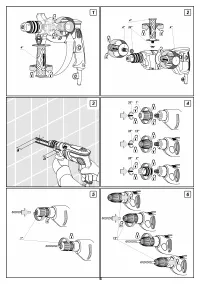
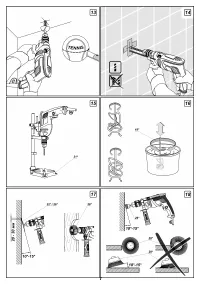
zaleca się zamocować przy pomocy specjalnych
Aby dobrze wymieszać substancję w całej jej
przyrządów kawałek deski w taki sposób, by objętości, przemieszczać elektronarzędzie ruchami
kołowymi w górę i w dół.
powierzchnie szczelnie przylegały jedna do drugiej
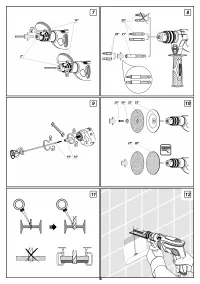
(patrz rys. 11). Przed końcem wiercenia zmniejszyć
Po zakończeniu pracy umyć i wytrzeć mieszadło
19
.
prędkość obrotową (poprzez zmniejszenie nacisku na
wyłącznik
10
). Spowoduje to także zmniejszenie
Szlifowanie
rozłupywania krawędzi otworu.
Szlifowanie z użyciem tarczy gumowej
W celu ograniczenia wytwarzania pyłu i polepszenia
warunków pracy podczas wiercenia otworów w
Polerowanie tą metodą umożliwia obróbkę powierzchni
ścianach i sufitach należy zastosować środki pokazane
o różnych kształtach i profilach, a użycie tarcz ściernych
na rysunku 12 i 13.
o różnej grubości ziarna umożliwia uzyskanie
Podczas wiercenia otworów w glazurowanej
powierzchni o różnym stopniu gładkości.
ceramicznej płytce dla podwyższenia dokładności
wyśrodkowania wiertła i zachowania glazury zaleca się
Założyć tarczę gumową
22
lub
26
w sposób opisany
nakleić na przypuszczalne centrum otworu taśmę
wyżej.
klejącą, a następnie wykonać wiercenie (patrz rys.14).
Rozpoczynać wiercenie przy małej prędkości i
Uruchomić elektronarzędzie, odczekać chwilę, aż
zwiększać ją w miarę zwiększania się głębokości silnik osiągnie maksymalne obroty i dopiero wtedy
otworu.
Uwaga: wiercenie płytek wykonywać tylko w
płynnie przykładać gumową tarczę ścierną
22
lub
26
do
trybie wiercenia bezudarowego
.
obrabianej powierzchni.
Zalecamy trzymać elektronarzędzie pod kątem 10°
Wiercenie z udarem
do 15° w stosunku do obrabianej powierzchni (patrz
rysunek 17). Mniejszy kąt powoduje, że narzędziem jest
Podczas wiercenia z udarem rezultat pracy nie zależy trudniej sterować. Większy kąt powoduje, że jakość
od docisku wywieranego na elektronarzędzie - wynika obróbki maleje, a na powierzchni materiału pozostaną
to z konstrukcji mechanizmu udarowego. Z tego zagłębienia.
powodu nie należy dociskać elektronarzędzia ze zbyt
Wykonywać ruchy poprzeczne z lekkim naciskiem na
dużą siłą - może to spowodować zakleszczenie wiertła i elektronarzędzie. Nie wywierać nadmiernej siły na
przeciążenie silnika.
elektronarzędzie, ponieważ nie zwiększy to wydajności,
a tylko przeciąży silnik. Polerowanie ruchami kolistymi
Wiercenie w statywie
pozostawi spiralne ślady na obrabianej powierzchni.
Nie zatrzymywać elektronarzędzia w jednym miejscu
S t a t y w
3 1
s t w a r z a m o ż l i w o ś ć s t a c j o n a r n e g o - spowoduje to powstanie zagłębienia.
zamontowania elektronarzędzia (patrz rysunek 15).
P o d c z a s o b r ó b k i p o w i e r z c h n i d r e w n i a n y c h ,
Zastosowanie statywu
31
zwiększa dokładność
rozpoczynać obróbkę tarczami o grubszym ziarnie, a
wiercenia i zapewnia większe bezpieczeństwo podczas
wykańczać tarczami o drobnym ziarnie. Przyspieszy to
wykonywania tej pracy.
wykonanie pracy i zapewni uzyskanie gładszej
Sposób zamontowania oraz używania statywu do
powierzchni.
różnych prac opisany jest w instrukcji do statywu
31
.
Przed przystąpieniem do obróbki powierzchni profili
metalowych (rury, elementy karoserii samochodowych
Mieszanie różnych substancji
itd.) usunąć przy pomocy niepalnych chemikaliów
wszelkie zatłuszczenia.
[BM-1050 DL]
Szlifowanie listkową tarczą szlifierską
Nie mieszać substancji wybuchowych
(np. łatwopalnych rozpuszczalników) oraz
Szlifowanie tą metodą umożliwia obróbkę krzywizn i
materiałów z temperaturą zapłonu poniżej
charakteryzuje się mniejszym hałasem i wydzielaniem
21°С. W przypadku takich materiałów
ciepła, w porównaniu do szlifowania przy pomocy tarczy
należy zapoznać się i przestrzegać instrukcji
gumowej. Zastosowanie tarczy listkowych o różnej
producenta.
grubości ziarna umożliwia uzyskanie powierzchni o
różnej gładkości, a żywotność tarczy listkowej jest dużo
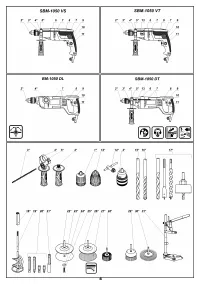
Wybór rodzaju mieszadła
19
zależy od typu
większa od zwykłych tarczy szlifierskich.
mieszanej substancji. Do substancji o małej lepkości
(farby dyspersyjne, lakiery, zalewy do uszczelniania,
Zamontować tarczę szlifierską listkową
28
w wyżej
wodne roztwory cementowe) stosować mieszadła z
opisany sposób.
lewoskrętnymi łopatkami. Do substancji o dużej
Włączyć elektronarzędzie, odczekać, aż silnik
lepkości (gotowe zaprawy tynkowe, beton, zaprawy
osiągnie maksymalne obroty i dopiero wtedy delikatnie
szpachlowe, żywice polimerowe) stosować mieszadła z
przykładać tarczę
28
do obrabianej powierzchni.
prawoskrętnymi łopatkami (patrz rysunek 16).
Zalecany sposób przykładania tarczy do obrabianej
Zawsze używać dodatkowego uchwytu
4
, ponieważ
ułatwia on pracę i zapewnia lepsze panowanie nad powierzchni pokazany jest na rysunku 17.
elektronarzędziem.
Zalecenia dotyczące wykonywania prac tarczą
Pojemnik z mieszaną substancją musi być dobrze szlifierską listkową
28
są takie same jak te dotyczące
lub
.
zamocowany w czasie mieszania.
szlifowania z użyciem tarczy gumowej
22
26
81
Nadal masz pytania?Nie znalazłeś odpowiedzi w instrukcji lub masz inne problemy? Zadaj pytanie w poniższym formularzu i opisz szczegółowo swoją sytuację, aby inni użytkownicy i eksperci mogli udzielić ci odpowiedzi. Jeśli wiesz, jak rozwiązać problem innej osoby, podziel się swoją wiedzą :)








