Telwin TECHNOLOGY TIG 230 DC HF LIFT - Instrukcja obsługi - Strona 9










Spis treści:
12- Potencjometr
do regulacji prądu BI-LEVEL, skala 0 ÷ 100% (tylko w modelu
5.4.1 Wtyczka i gniazdko
trójfazowym).
- Spawarki jednofazowe, które pochłaniają prąd mniejszy lub równy 16A są
wyposażone fabrycznie w przewód zasilania ze znormalizowaną wtyczką (2B+U)
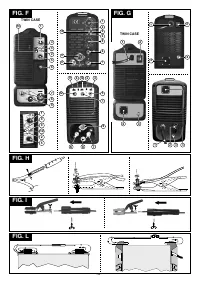
4.2.2.2 Panel tylny (RYS. G)
16A \250V.
- Spawarki jednofazowe, które pochłaniają prąd większy od 16A , jak również spawarki
1-
Przewód zasilania 2b + (
W
) w spawarkach jednofazowych, lub 3b + (
W
) w
trójfazowe są wyposażone w przewód zasilania, który należy podłączyć do
trójfazowych.
znormalizowanego gniazdka o odpowiednim przepływie prądu: (2B+U) dla modeli
2-
Wyłącznik główny O/WYŁĄCZONYOFF - IWŁĄCZONY.
jednofazowych i (3B+U) dla modeli trójfazowych. Przygotować gniazdo sieciowe
3-
Złączka do podłączenia przewodu doprowadzającego gaz (reduktor ciśnienia butla
wyposażone w bezpiecznik lub automatyczny wyłącznik; specjalny zacisk
- spawarka).
uziemiający należy podłączyć do przewodu uziomowego lini zasilania(żółto-zielony).
4-
Przełącznik zdalnego sterowania.
-
W tabeli
(TAB.1)
podane s
ą wartoś
ci, zalecane w amperach dla
bezpieczników
zwłocznych, wybrany
ch
w zależności od maksymalnego
prądu znamionowego,
4.2.3 Zdalne sterowanie
wytwarzanego
przez spawarkę
oraz napięcia znamionowego zasilania
.
W spawarce można zastosować różne rodzaje zdalnego sterowania, wykorzystując
odpowiedni przełącznik 14-biegunowy znajdujący się z tyłu urządzenia. Każda
spawarka będzie automatycznie rozpoznawana co umożliwia regulację następujących
5.5 POD
Ł
Ą
CZENIA
OBWODU SPAWANIA
_____________________________________________________________________________________________________________________
parametrów:
- Zdalne sterowanie za pomocą potencjometru:
UWAGA! PRZED WYKONANIEM
NI
Ż
EJ PODANYCH PO
D
Ł
Ą
CZEŃ NALE
Ż
Y
obracając pokrętło potencjometru zmienia się główny prąd z minimalnego na
maksymalny bezwzględny. Regulacja prądu głównego jest wyłączna i należy do
UPEWNIĆ SIĘ, ŻE SPAWARKA JEST WYł
Ą
CZONA I ODł
Ą
CZYĆ
ZASILANIE.
2
zdalnego sterowania.
W tabeli
(TAB. 1)
podane są wartoś
ci zalecane dla przewodów spawalniczych (w mm )
,
- Zdalne sterowanie za pomocą pedału:
w zależności od
maksyma
lnego prądu, wytwarzanego przez spawarkę
.
wartość prądu określona jest przez położenie pedału (od minimalnej do maksymalnej
_____________________________________________________________________________________________________________________
ustawionej na głównym potencjometrze). W trybie TIG 2-TAKTOWY, wciśnięcie
pedału działa jako polecenie start dla urządzenia w zastępstwie przycisku na
5.5.1 Spawanie metodą TIG
uchwycie spawalniczym (jeżeli przewidziany).
Podłączenie uchwytu spawalniczego
- Zdalne sterowanie za pomocą dwóch potencjometrów:
- Włożyć przewód doprowadzający prąd do odpowiedniego szybkiego zacisku (-).
pierwszy potencjometr reguluje prąd główny. Drugi potencjometr reguluje dodatkowy
Podłączyć przełącznik trójbiegunowy (przycisk na uchwycie spawalniczym) do
parametr, który zależy od uaktywnionego trybu spawania.
odpowiedniego gniazdka (jeżeli przewidziane). Podłączyć przewód rurowy
W trybie MMA regulowana jest dynamika łuku ARC FORCE natomiast w trybie TIG, w
doprowadzający gaz do uchwytu spawalniczego do odpowiedniej złączki (jeżeli
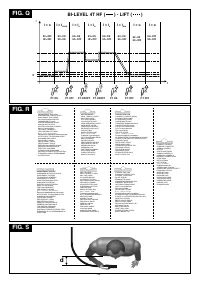
przypadku spawarek z zajarzeniem łuku HF/LIFT regulowana jest KRZYWA
przewidziana).
OPADANIA.
Podłączenie przewodu
powrotnego prądu spawania
- Zdalne sterowanie TIG-PULSE (dla spawarek TWIN CASE i modelu trójfazowego
- Należy podłączyć do spawanego przedmiotu lub do metalowego stołu
z zajarzeniem HF/LIFT):
umożliwia spawanie TIG pulsującym prądem stałym, z
spawalniczego, na którym jest ułożony
,
jak najbliżej jest to możliwe do
m o ż l i w o ś c i ą z d a l n e j r e g u l a c j i g ł ó w n y c h p a r a m e t r ó w : N a t ę ż e n i e p r ą d u
wykonywanego złącza
.
podstawowego, natężenie prądu impulsowego, czas trwania impulsu prądu, okres
Przewód ten należy podłączyć do zacisku z
symbolem (+).
impulsów prądu.
Pod
łą
czenie butli gazowej.
Tego rodzaju procedura umożliwia przeprowadzanie dokładniejszej kontroli
- Dokręcić reduktor ciśnienia do zaworu butli gazowej wkładając jeżeli to konieczne
dostarczania ciepła, a w konsekwencji umożliwia spawanie materiałów o niewielkiej
specjalną redukcję znajdującą się na wyposażeniu urządzenia.
grubości lub mających tendencję do pękania pod wpływem temperatury; ponadto
- Pod
łą
czy
ć
przewód dop
ł
ywu gazu do reduktora i dokr
ę
ci
ć
zacisk, znajduj
ą
cy si
ę
w
sprzyja spawaniu przedmiotów o różnej grubości oraz odmiennych rodzajów stali
wyposa
ż
eniu.
nierdzewnej i stali niskostopowych.
- Poluzowa
ć
nakr
ę
tk
ę
regulacyjn
ą
reduktora ci
ś
nienia przed otwarciem zaworu butli.
Zdalne sterowanie TIG PULSE jest aktywne wyłącznie w trybie “TIG DC” 2 taktowym i
- Otworzyć butlę i ustawić ilość gazu (l/min) zgodnie z orientacyjnymi danymi
4 taktowym.
zastosowania, przejrzyj tabelkę (TAB. 3); ilość gazu można ewentualnie regulować
podczas spawania obracając metalowy pierścień reduktora ciśnienia. Sprawdzić
szczelność przewodów rurowych i złączek.
UWAGA! Po zakończeniu pracy należy zawsze zamknąć zawór butli gazowej.
5. INSTALACJA
_____________________________________________________________________________________________________________________
5.5.2 S
pawanie metodą
MMA
Prawie wszystkie elektrody otulone
należy podłączyć do bieguna dodatniego
(+)
UWAGA! WSZELKIE OPE
RACJE INSTALOWANIA I PODŁ
Ą
CZENIA
wytwornicy;
za wyjątkiem elektrod z otuleniem kwasowy
m
, które należy podłączyć
do
ELEKTRYCZNE NALEżY WYKONAĆ PO UPRZEDNIM
WYŁ
Ą
CZENIU SPAWARKI
I
bieguna ujemnego (-).
ODŁ
Ą
CZENIU Z SIECI ZASILANIA
.
Podłączenie przewodu spawalniczego do uchwytu elektrody
PODŁ
Ą
CZENIA ELEKTRYCZNE
POWINNY BYĆ WYKONANE
WYŁ
Ą
CZNIE PRZEZ
Na końcu przewodu znajduje się specjalny zacisk, który służy do
zakleszczenia
P
ERSONE
L DOŚWIADCZONY LUB
WYKWALIFIKOWANY.
nieosłoniętej części
elektrody.
_____________________________________________________________________________________________________________________
Przewód ten należy
podłączyś do zacisku z
symbolem (+) .
Podłączenie przewodu
powrotnego prądu spawania
5.1
MONTAż
Należy podłączyć do spawanego przedmiotu lub do metalowego stołu spawalniczego,
5.1.1
Montaż
przewodu powrotnego-zacisk kleszczowy (RYS. H)
na którym jest ułożony
,
jak najbliżej jest to możliwe do wykonywanego złącza
.
5.1.2
Montaż
przewodu spawania-uchwyt elektrody (RYS. I)
Przewód ten należy podłączyć do zacisku z
symbolem (-).
5.2 SPOSÓB PODNOSZENIA SPAWARKI
Wszystkie spawarki opisane w tej instrukcji należy podnosić za pomocą specjalnego
6. SPAWANIE: OPIS PROCESU
uchwytu lub pasa, znajdującego się w wyposażeniu, jeżeli przewidziany dla danego
6.1 SPAWANIE TIG
modelu (zamontowany jak pokazano na
RYS. L
).
6.1.1 Ogólne zasady
Spawanie metodą TIG jest procesem, w którym wykorzystywane jest ciepło,
5.3 USTAWIENIE SPAWARKI
wytwarzane przez łuk elektryczny po jego zajarzeniu i utrzymywane pomiędzy
Wyznaczyć miejsce
instalacji spawarki w taki sposób, aby
w pobliżu ot
woru wlotowego
elektrodą nietopliwą (wolframową) oraz spawanym przedmiotem. Elektroda
i wylotowego
powietrza chłodzącego nie znajdowały się przeszkody
(cyr
kulacja
wolframowa podtrzymywana jest przez odpowiedni uchwyt spawalniczy, służący do
wymuszona za pomocą
wentylatora,
jeżeli występuje
);
upewnić się
jednocześnie, czy
przekazywania prądu spawania i zabezpieczenia samej elektrody oraz jeziorka
n
ie są zasysane
p
yły
przewodzące
, opary korozyjne,
wilgoć
, itd..
spawalniczego przed utlenianiem atmosferycznym za pomocą strumienia gazu
Zapewnić
co najmniej 250mm wolnej przestrzeni
wokół spawarki
.
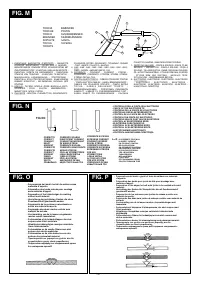
obojętnego (zwykle Argon: Ar 99,5%), który wypływa z dyszy ceramicznej
(RYS.M).
Spawanie metodą TIG DC przeznaczone jest dla wszystkich rodzajów stali węglowych
_____________________________________________________________________________________________________________________
niskostopowych lub wysokostopowych oraz dla metali ciężkich, takich jak: miedź,
nikiel, tytan oraz ich stopów.
UWAGA!
Ustawić spawarkę
na płaskiej powierzchni, o nośności
Do spawania metodą TIG DC elektrodą znajdującą się na biegunie (-) zwykle używana
odpowiedniej dla
jej
ciężaru, celem uniknięcia
wywrócenia lub przesunięcia,
jest elektroda zawierająca 2% Ceru (pas koloru szarego).
które są niebezpieczne
.
Wymagane jest zaostrzenie końcówki elektrody wolframowej w kształcie stożka na
_____________________________________________________________________________________________________________________
ściernicy, patrz RYS. N, zwracając uwagę, aby końcówka była idealnie koncentryczna
w celu uniknięcia odchylenia łuku. Ważne jest, aby elektroda została wyszlifowana
5.4
PODŁ
Ą
CZENIE
DO SIECI
wzdłużnie. Tego rodzaju operację należy powtórzyć okresowo, w zależności od
- Przed wykonaniem
jakiegokolwiek podłączenia
elektrycznego
należy sprawdzić, czy
zastosowania oraz zużycia elektrody lub też w przypadku, gdy została ona
dane podane na tabliczce s
pawarki odpowiadają wartościom napięci
a
i
przypadkowo skażona, utleniona lub użyta w nieprawidłowy sposób.
częstotliwośc
i
sieci, będącymi do dyspozycji w miejscu instalacji
.
Aby spawanie przebiegało prawidłowo niezbędne jest zastosowanie ściśle określonej
-
Spawarkę należy podłączyć wyłącznie do
systemu zasilania z przewodem
średnicy elektrody dla danego rodzaju prądu, zgodnie z tabelką
(TAB.3).
neutralnym
podłączonym do uziemienia
.
Elektroda powinna zwykle wystawać z dyszy ceramicznej na 2-3mm, aż do odległości
- Aby zapewnić zabezpieczenie przed pośrednim kontaktem należy stosować
8mm w przypadku spawania pod kątem.
wyłączniki różnicoprądowe typu:
Spawanie następuje przez stopienie brzegów złącza. W przypadku niewielkich
grubości odpowiednio przygotowanych (do 1mm każda) nie jest wymagane spoiwo
- Typ A (
) dla urządzeń jednofazowych;
(RYS. O).
- Typ B (
) dla urządzeń trójfazowych.
W przypadku większych grubości niezbędne jest przygotowanie pałeczek wykonanych
- Celem s
pełnienia wszystkich wymagań
Normy EN 61000-3-11 (Flicker)
zaleca się
z materiału bazowego o tym samym składzie i odpowiedniej średnicy, z odpowiednio
podłączenie spawarki
do interfejsu sieci zasilania, który wykazuje impedan
cję
przygotowanymi brzegami
(RYS. P).
Aby spawanie przebiegało prawidłowo zaleca się
mniejszą
od
dokładne oczyszczenie powierzchni z tlenku, olejów, smarów, rozpuszczalników, itp.
- Zmax = 0,21 ohm, dla spawarek jednofazowych, w których prąd pochłaniany jest
większy od 16A;
6.1.2 Zajrzenie HF i LIFT
- Zmax = 0,31 ohm, dla spawarek jednofazowych, w których prąd pochłaniany jest
Zajarzenie HF:
mniejszy lub równy 16A;
Zajarzenie łuku elektrycznego następuje bez kontaktu pomiędzy elektrodą wolframową
- Zmax = 0,283 ohm, dla spawarek trójfazowych.
a spawanym przedmiotem, za pomocą iskry wytworzonej przez urządzenie o wysokiej
-
Spawarka nie spełnia wymogów normy IEC/EN 61000-3-12.
częstotliwości.
W przypadku podłączania do publicznej sieci zasilania, obowiązkiem instalatora lub
Ten sposób zajarzenia łuku nie powoduje wtrącenia wolframu do jeziorka
użytkownika jest sprawdzenie, czy spawarka może zostać do niej podłączona, (jeżeli
spawalniczego ani też zużycia elektrody i ułatwia start we wszystkich położeniach
to konieczne skonsultuj się z przedsiębiorstwem zarządzającym siecią dystrybucji).
spawania.
Proces:
- 60 -
"Ładowanie instrukcji" oznacza, że należy poczekać, aż plik się załaduje i będzie można go czytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od prędkości Twojego internetu.
Podsumowanie
SPIS TR EŚCI POLSKI pag. pag. 1. OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA ŁUKOWEGO ............ 58 5.2 SPOSÓB PODNOSZENIA SPAWARKI ...................................................... 60 2. WPROWADZENIE I OGÓLNY OPIS ................................................................. 5 9 5.3 USTAWIENI...
prąd przemienny , dostarczany przez uzwojenie wtórne na prąd / napięcie stałe o niskim falowaniu. 5- Elektronic zny układ sterowania i regulacji: steruje bezzwłocznie wartość POZOSTAŁE ZAGRO ENIA tranzystorów prądu spawania i porównuje z wartością ustawioną przez operatora; - NIEWŁAŚCIWE U ...
Wcisnąć przycisk znajdujący się na uchwycie spawalniczym i zbliżyć przedmiot do natomiast niskie wartości ARC-FORCE umożliwiają bardziej miękki łuk, bez końcówki elektrody (2 - 3mm), odczekać aż zajarzy się łuk przekazywany przez impulsy rozpryskiwania typowego dla elektrod rutylowych. HF. Po zajarz...
Inne modele sprzęt spawalniczy Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA