POLSKI; OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA - Telwin TECHNOLOGY TIG 230 DC HF LIFT - Instrukcja obsługi - Strona 7










Spis treści:
- Strona 7 – POLSKI; OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA
- Strona 8 – WPROWADZENIE I OGÓLNY OPIS
- Strona 10 – WYSZUKIWANIE USTEREK
SPIS TR
EŚCI
POLSKI
pag.
pag.
1.
OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA ŁUKOWEGO ............ 58
5.2 SPOSÓB PODNOSZENIA SPAWARKI ...................................................... 60
2. WPROWADZENIE I OGÓLNY OPIS .................................................................
5
9
5.3 USTAWIENIE SPAWARKI ........................................................................... 60
2.1 WPROWADZENIE ...................................................................................... 59
5.4
PODŁ
Ą
CZENIE
DO SIECI ........................................................................... 60
2.2 AKCESORIA NA
ŻĄ
DANIE .......................................................................... 59
5.4.1 Wtyczka i gniazdko
.............................................................................. 60
3. DANE TECHNICZNE
......................................................................................... 59
5.5 POD
Ł
Ą
CZENIA
OBWODU SPAWANIA ...................................................... 60
3.1 TABLICZKA ZNAMIONOWA ....................................................................... 59
5.5.1 Spawanie metodą TIG......................................................................... 60
3.2 INNE DANE TECHNICZNE ......................................................................... 59
5.5.2 S
pawanie metodą
MMA
..................................................................... 60
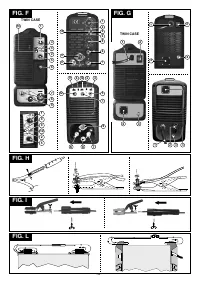
4. OPIS SPAWARKI .............................................................................................. 59
6. SPAWANIE: OPIS PROCESU
............................................................................ 60
4.1 SCHEMAT BLOKOWY ............................................................................... 59
6.1 SPAWANIE TIG ........................................................................................... 60
4.1.1 Spawarka z zajarzeniem LIFT ............................................................. 59
6.1.1 Ogólne zasady .................................................................................... 60
4.1.2 Spawarka z zajarzeniem HF/LIFT ....................................................... 59
6.1.2 Zajrzenie HF i LIFT .............................................................................. 60
4.2
URZ
Ą
DZENIA K
ONTROLI, REGULACJI
I PODŁ
Ą
CZENIA ......................... 59
6.1.3 Proces ................................................................................................ 61
4.2.1 Spawarka ZWARTA z zajarzeniem LIFT ............................................ 59
6.1.3.1 Sposób przeznaczony dla spawarek z zajarzeniem LIFT ........ 61
4.2.1.1 Panel przedni ......................................................................... 59
6.1.3.2 Sposób przeznaczony dla spawarek z zajarzeniem HF/LIFT... 61
4.2.1.2 Panel tylny .............................................................................. 59
6.2 SPAWANIE
METOD
Ą
MMA ......................................................................... 61
4.2.2 Spawarka z zajarzeniem HF/LIFT
....................................................... 59
6.2.1 Uwagi.................................................................................................. 61
4.2.2.1 Panel przedni ......................................................................... 59
6.2.2 Proces spawania................................................................................. 61
4.2.2.2 Panel tylny
.............................................................................. 60
7. KONSERWACJA ............................................................................................... 61
4.2.3 Zdalne sterowanie............................................................................... 60
7.1 RUTYNOWA KONSERWACJA
.................................................................. 61
5. INSTALACJA ..................................................................................................... 60
7.1.1 KONSERWACJA UCHWYTU SPAWALNICZEGO .............................. 61
5.1
MONTAż...................................................................................................... 60
7.2 NADZWYCZAJNA KONSERWACJA........................................................... 61
5.1.1
Montaż
przewodu powrotnego-zacisk kleszczowy............................. 60
8. WYSZUKIWANIE USTEREK
............................................................................. 61
5.1.2
Montaż
przewodu spawania-uchwyt elektrody.................................. 60
SPAWARKI INWERTEROWE PRZEZNACZONE DO SPAWANIA
METOD
Ą
TIG I
M E TO D
Ą
M M A , P R Z E W I D Z I A N E D O
U
Ż
Y T K U
P R Z E M Y S Ł O W E G O I
PROFESJONALNEGO.
Uwaga: W dalszej
części
niniejszej instrukcji
używany
jest termin“spawarka”.
-
P r z e p ł y w a j ą c y p r ą d s p a w a n i a p o w o d u j e p o w s t a w a n i e p ó l
1.
OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA
elektromagnetycznych (EMF) zlokalizowanych w pobliżu obwodu spawania.
ŁUKOWEGO
Pola elektromagnetyczne mogą nakładać się na funkcjonowanie aparatury
Operator powinien by
ć
odpowiednio przeszkolony w zakresie bezpiecznego
medycznej (np. Pace-maker, aparaty tlenowe, protezy metalowe, itp.).
u
ż
ywaniu spawarki, jak równie
ż
poinformowany o zagro
ż
eniach zwi
ą
zanych z
Należy zastosować odpowiednie środki ochronne w stosunku do osób
procesami spawania
ł
ukowego, odpowiednich
ś
rodkach ochronnych oraz
stosujących te urządzenia. Na przykład zakaz dostępu do strefy, w której
procedurach awaryjnych.
używana jest sp
awarka.
(Przejrze
ć
równie
ż
"SPECYFIKACJ
Ę
TECHNICZN
Ą
IEC lub CLC/TS 62081”:
Niniejsza s
pawarka spełnia wymagania standardu technicznego produktu
przeznaczonego do użytku wyłącznie w pomieszczeniach przemysłowych i w
INSTALACJA I U
Ż
YWANIE SPRZ
Ę
TU DO SPAWANIA
Ł
UKOWEGO).
celach profesjonalnych. Nie jest gwarantowana zgodność z podstawowymi
wym
o
gami dotyczącymi ekspozycji czł
owieka na pola elektromagnetyczne w
otoczeniu domowym.
- Unikać bezpośrednich kontaktów z obwodem spawania; w niektórych
Operator musi stosować się do następując
ych
zaleceń, umożliwiając
ych
okolicznościach napięcie jałowe wytwarzane przez generator może być
zredukowanie ekspozycji na pola elektromagnetyczne:
niebezpieczne.
-
Przymocuj dwa przewody spawalnicze
możliwie jak najbliżej
siebie.
- Podłączanie przewodów spawalniczych, operacje mające na celu kontrolę
-
Zwracaj uwagę, aby głow
a i tu
ł
ów znajdowa
ły się najdalej możliwie od obwodu
oraz naprawa powinny być wykonane po wyłączeniu spawarki i odłączeniu
spawania.
zasilania urządzenia.
-
Nie owijaj nigdy przewodów spawalniczych
wokół ciała.
- Przed wymian
ą
zu
ż
ytych elementów uchwytu spawalniczego nale
ż
y wy
łą
czy
ć
-
Nie spawaj podczas przebywania w zasi
ęgu obwodu spawani
a.
Zwracaj
spawark
ę
i od
łą
czy
ć
zasilanie.
uwagę, aby
oba przewody
znajdowały się z tej samej strony ciała.
- Wyk
onać instalację elektryczną zgodnie z obowiązującymi normami oraz
-
Podłącz przewód powrotny prądu spawania do spawanego przedmiotu,
przepisami bezpieczeństwa i higieny pracy.
najbliżej jak tylko jest to możliwe do spawanego złącza.
- Spawarkę należy podłączyć wyłącznie do układu zasilania wyposażonego w
-
Nie spawaj w pobli
żu spawarki, nie siadaj lub opieraj się o nią podczas
uziemiony przewód neutralny.
wykonywania tej operacji, (minimalna odległość
:
50cm).
- Upewnić się, że wtyczka zasilania jest prawidłowo podłączona do uziemienia
-
Nie pozostawiaj przedmiot
ów ferromagnetycznych w pobliżu obwodu
ochronnego.
spawania.
- Nie używać spawarki w środowisku wilgotnym lub mokrym lub też podczas
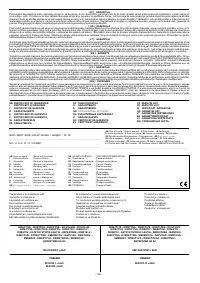
-
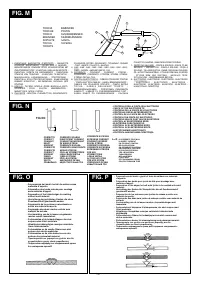
Minimalna odległość
d=20cm (
Rys.
S).
padającego deszczu.
- Nie używać kabli z uszkodzoną izolacją lub poluzowanymi połączeniami.
-
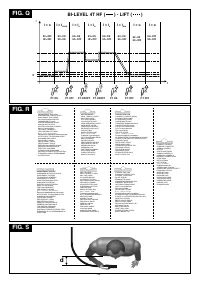
Aparatura klasy A:
Niniejsza spawarka spełnia wymagania standardu technicznego produktu
- Nie spawać pojemników, kontenitorów lub przewodów rurowych, które
przeznaczonego do użytku wyłącznie w pomieszczeniach przemysłowych i w
zawierają lub zawierały ciekłe lub gazowe
substancje
łatwopalne.
celach profesjonalnych. Nie jest gwarantowana zgodność z wym
o
gami
- Nie stosować rozpuszczalników chlorowanych do materiałów czystych i nie
dotyczącymi pola elektromagnetycznego w budynkach domowy
ch oraz w tych,
przechowywać w ich pobliżu.
kt
óre są podłączone bezpośrednio do sieci zasilającej niskim napięciem budynki
- Nie spawać zbiorników pod ciśnieniem.
przeznaczone do użytku domowego.
- Usunąć z obszaru pracy wszelkie substancje łatwopalne(np. drewno, papier,
szmaty, itp.).
- Upewnić sie, czy w pobliżu łuku jest odpowiednia wentylacja powietrza lub czy
DODATKOWE
ŚRODKI OSTRO NOŚCI
znajdują się odpowiednie środki służące do usuwania oparów spawalniczych;
-
OPERACJE SPAWANIA:
należy systematycznie sprawdzać, aby ocenić granice działania oparów
- W otoczeniu o zwiększonym zagrożeniu szoku elektrycznego;
spawalniczych w zależności od ich składu, stężenia i czasu trwania samego
-
W miejscach graniczących;
procesu spawania.
- W obecności materiałów łatwopalnych lub wybuchowych.
-
Przechowywać
b
utlę
z dala od źródeł ciepła
i
chronić przed bezpośrednim
NALE
Ż
Y zapobiegawczo poddawać ocenie ”Odpowiedzialnego fachowca” i
działaniem promieniowani słoneczn
ych
( jeżeli używana)
.
wykonywać zawsze w obecności innych osób przeszkolonych do interwencji
w przypadku awarii.
NALE
Ż
Y
zastoso
wać techniczne środki zabezpieczające, opisane w punktach
5.10; A.7; A.9. “SPECYFIKACJI TECHNICZNEJ IEC lub CLC/TS 62081”.
-
Zastosować odpowiednią izolację elektryczną pomiędzy elektrodą,
- ZABRANIA
SIĘ spawania operatorom znajdującym sie nad podłożem, z
obrabianym przedmiotem i ewentualnymi uziemionymi częściami
w y j ą t k i e m e w e n t u a l n y c h p r z y p a d k ó w z a s t o s o w a n i a p l a t f o r m
metalowymi, które
znajdują się w pobliżu (są dostępne).
bezpieczeństwa.
W tym celu należy nosić rękawice ochronne, obuwie ochronne, nakrycia
-
N A P I Ę C I E
P O M I Ę D Z Y
U C H W Y TA M I E L E K T R O D L U B U C H W Y TA M I
głowy i odzież ochronną oraz stosować
pomosty lub chodniki izolacyjne.
SPAWALNICZYMI
: podczas pracy z większą ilością spawarek na jednym
-
N a l e ż y z a w s z e c h r o n i ć o c z y z a p o m o c ą o d p o w i e d n i c h s z k i e ł
przedmiocie
lub na kilku przedmiotach połączonych elektrycznie może
przyciemnianych z filtrem UV, zamontowanych na maskach lub przyłbicach
powstawać niebezpieczna suma napięć jałowych pomiędzy dwoma różnymi
spawalniczych.
uchwytami elektrody lub
uchwytami spawalniczymi
, o wartości mogącej
Nosić odpowiednią ognioodporną odzież ochronną, unikając narażenia na
osiągać podwójną wartość graniczną dopuszczalną.
działanie promieniowania nadfioletowego i podczerwonego, wytwarzanego
Doświadczony koordynator powinien dokonać pomiaru za pomocą
przez łuk; rozszerzyć zabezpieczenie na inne osoby znajdujące sie w pobliżu
odpowiedniego przyrządu, celem zbadania zagrożenia i umożliwić
łuku za pomocą osłon lub zasłon nie odbijających.
zastosowanie odpowiednich środków zabezpieczających, jak w punkcie 5.9
”
SPECYFIKACJI TECHNICZNEJ IEC Lub CLC/TS 62081”.
Ż
- 58 -
"Ładowanie instrukcji" oznacza, że należy poczekać, aż plik się załaduje i będzie można go czytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od prędkości Twojego internetu.
Podsumowanie
SPIS TR EŚCI POLSKI pag. pag. 1. OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA ŁUKOWEGO ............ 58 5.2 SPOSÓB PODNOSZENIA SPAWARKI ...................................................... 60 2. WPROWADZENIE I OGÓLNY OPIS ................................................................. 5 9 5.3 USTAWIENI...
prąd przemienny , dostarczany przez uzwojenie wtórne na prąd / napięcie stałe o niskim falowaniu. 5- Elektronic zny układ sterowania i regulacji: steruje bezzwłocznie wartość POZOSTAŁE ZAGRO ENIA tranzystorów prądu spawania i porównuje z wartością ustawioną przez operatora; - NIEWŁAŚCIWE U ...
Wcisnąć przycisk znajdujący się na uchwycie spawalniczym i zbliżyć przedmiot do natomiast niskie wartości ARC-FORCE umożliwiają bardziej miękki łuk, bez końcówki elektrody (2 - 3mm), odczekać aż zajarzy się łuk przekazywany przez impulsy rozpryskiwania typowego dla elektrod rutylowych. HF. Po zajarz...
Inne modele sprzęt spawalniczy Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA