Telwin ENTERPRISE PLASMA 160 HF - Instrukcja obsługi - Strona 13

















zużyciu różnego pochodzenia.
wartości prądu, sprawdzając, czy łuk wydostający się z dolnej
- NIE USI
ŁOWAĆ PODŁĄCZAĆ DO ŹRÓDŁA PRĄD
U uchwytów
powierzchni przemiotu jest nachylony pionowo pod kątem 5-10° w
spawalniczych przeznaczonych do wykonywania
procesów
kierunku przeciwnym do kierunku posuwu.
cięcia lub spawania nie przewidzianych w tej instrukcji obsługi.
- Zbyt duża odległość uchwytu plazmowego od przedmiotu lub brak
Nieprzestrzeganie tych zasad mo
że grozić POWAŻNYM
materiału (koniec cięcia) powoduje natychmiastowe przerwanie łuku.
n i e b e z p i e c z e ń s t w e m d l a f i z y c z n e g o b e z p i e c z e ń s t w a
- Przerwanie łuku (tnącego lub pilotującego) jest uzyskiwane zawsze
użytkownika jak również uszkodzeniem urządzenia.
po zwolnieniu przycisku uchwytu plazmowego.
---------------------------------------------------------------------------------------------
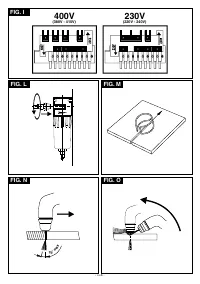
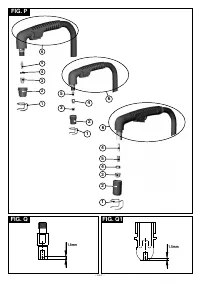
Wiercenie (RYS. O)
6. CIĘCIE PLAZMOWE: OPIS PROCESU
W przypadku, kiedy należy wykonać tę operację lub też jeżeli należy ją
Łuk plazmowy i zasada działania podczas cięcia plazmowego.
rozpocząć na środku przedmiotu, należy zajarzyć łuk przechylając
Plasma jest gazem ogrzewanym do bardzo wysokiej t
emperatury i
uchwyt i następnie przesuwać się stopniowo do pozycji pionowej.
zjonizowanym w taki sposób, aby stał się elektrycznie przewodzący. W
- Ta procedura zapobiega zniszczeniu otworu dyszy przez powracający
tym procesie cięcia plazma jest używana do przenoszenia łuku
łuk lub przez stopione cząsteczki i bardzo szybką redukcję jego
elektrycznego na metalowy przedmiot, który jest topiony w wyniku
funkcjonalności.
wysokiej temperatury i następnie odrywany. Uchwyt plazmowy
-
Wiercenie przedmiotów
o grubości do 25% maksymalnej grubości
wykorzystuje sprężone powietrze, pochodzące z pojedynczego
przewidzianej w zakresie zastosowania, może być wykonywane
zasilania zarówno dla gazu plazmowego jak i dla gazu chłodzącego i
bezpośrednio.
osłonowego.
Zajarzenie HF
7. KONSERWACJA
Ten rodzaj zajarzenia jest typowym zajarze
niem używanym w modelach
---------------------------------------------------------------------------------------------
o wartościach prądu przekraczających 50A.
R o z p o c z ę c i e c y k l u j e s t o k r e ś l a n e p r z e z ł u k o w y s o k i e j
UWAGA! PRZED WYKONANIEM OPERACJI KONSERWACJI
częstotliwości/wysokim napięciu ("HF"), który umożliwia zajarzenie łuku
NALE
ŻY UPEWNIĆ SIĘ, ŻE SYSTEM DO CIĘCIA PLAZMOWEGO
pilotującego pomiędzy elektrodą (biegun -) i dyszą uchwytu plazmowego
JEST WYŁĄCZONY I ODŁĄCZONY OD
SIECI ZASILANIA.
(biegun +). Zbliżając uchwyt plazmowy do przedmiotu, który należy
---------------------------------------------------------------------------------------------
przeciąć, podłączonego do bieguna (+) źródła prądu, łuk pilotujący jest
przenoszony i tworzy w ten sposób łuk plazmowy pomiędzy elektrodą (-)
RUTYNOWA KONSERWACJA
a samym przedmiotem (łuk tnący). Łuk pilotujący i HF zostaną
O P E R A C J E R U T Y N O W E J K O N S E R WA C J I M O G A B Y C
wykluczone bezpośrednio po ustabilizowaniu się łuku plazmowego
WYKONYWANE PRZEZ OPERATORA.
pomiędzy elektrodą a przedmiotem.
Czas utrzymywania łuku pilotującego ustawiony jest fabrycznie na 2s;
UCHWYT PLAZMOWY (RYS. P)
jeżeli przeniesienie łuku nie zostanie wykonane w ciągu tego czasu, cykl
Okresowo, z czestotliwoscia zalezna od uzywania uchwytu lub w
zostanie automatycznie zablokowany, za wyjątkiem powietrza
przypadku wystepowania wad podczas ciecia, nalezy sprawdzic stan
chłodzącego.
zuzycia tych elementów, które stykaja sie z lukiem plazmowym.
Aby rozpocząć nowy cykl należy zwolnić przycisk uchwytu plazmowego i
1- Podkladka odleglosciowa.
ponownie wcisnąć.
Wymienic, jezeli jest zdeformowana lub pokryta zgorzelinami do tego
Zajarzenie zwarciowe
stopnia, ze uniemozliwia prawidlowe utrzymywanie polozenia
Ten rodzaj zajarzenia jest typowym zajarzeniem stosowanym w
uchwytu (odleglosc i prostopadlosc).
modelach z p
rądami nie przekraczającymi 50A.
2- Uchwyt dyszy.
Rozpoczęcie cyklu jest określane przez przesunięcie elektrody
Wykrecic recznie z glowicy uchwytu plazmowego. Dokladnie
wewnątrz dyszy uchwytu plazmowego, które umożliwia zajarzenie łuku
wyczyscic lub wymienic, jezeli jest uszkodzony (przepalenie,
pilotującego pomiędzy elektrodą (biegun -) a samą dyszą (biegun +).
znieksztalcenia lub pekniecia). Sprawdzic integralnosc górnej
Zbliżając uchwyt plazmowy do przedmiotu, który należy przeciąć,
metalowej czesci (silownik zabezpieczajacy uchwyt).
podłączonego do bieguna (+) źródła prądu, łuk pilotujący jest
3- Dysza.
przenoszony i tworzy łuk plazmowy pomiędzy elektrodą (-) a samym
Sprawdzic zuzycie otworu, przez który przechodzi luk plazmowy oraz
przedmiotem (łuk tnący).
powierzchnie wewnetrzne i zewnetrzne. Jezeli otwór jest
Łuk pilotujący zostanie wykluczony bezpośrednio po ustabilizowaniu się
powiekszony w stosunku do srednicy poczatkowej lub jezeli jest
łuku plazmowego pomiędzy elektrodą a przedmio
tem.
znieksztalcony, nalezy wymienic dysze. Jezeli powierzchnie sa
Czas utrzymywania łuku pilotującego ustawiony jest fabrycznie na 2s;
szczególnie utlenione nalezy wyczyscic je drobnym papierem
jeżeli przeniesienie łuku nie nastąpi w ciągu tego czasu, cykl zostanie
sciernym.
automatycznie zablokowany, za wyjątkiem powietrza chłodzące
go.
4- Pierscien rozprowadzajacy powietrze.
Aby rozpocząć nowy cykl należy zwolnić przycisk uchwytu plazmowego i
Sprawdzic, czy nie wystepuja przepalenia, pekniecia lub tez czy
ponownie wcisnąć.
otwory przeplywu powietrza nie sa zatkane. Jezeli jest uszkodzony
nalezy natychmiast wymienic.
Operacje wstępne.
5- Elektroda.
Przed rozpoczęciem operacji cięcia należy sprawdzić prawidłowy
Wymienic elektrode, jezeli glebokosc krateru, który powstaje na
montaż części ulegających zużyciu, sprawdzając głowicę uchwytu
powierzchni emitujacej wynosi okolo 1,5 mm
(RYS.
Q, Q1
)
.
plazmowego jak podan
o w rozdziale "KONSERWACJA UCHWYTU
6- Obudowa uchwytu plazmoweg
o, rękojeść i przewód.
PLAZMOWEGO".
Zwykle te komponenty nie wymagaja szczególnej konserwacji, za
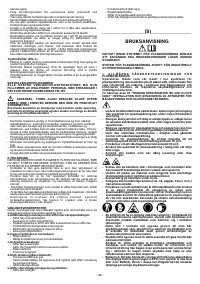
- Włączyć źródło prądu i ustawić prąd tnący (Rys.
B, C
) w zależności od
wyjatkiem okresowego przegladu i dokladnego czyszczenia, które
grubości i typu metalowego materiału, który zamierza się przeciąć. W
n a l e z y w y k o n a c b e z z a s t o s o w a n i a w s z e l k i e g o r o d z a j u
TAB.3 podana jest prędkość cięcia w zależności od grubości dla
rozpuszczalników. W przypadku stwierdzenia uszkodzen izolacji
materiałów aluminiowych, żelaznych i stalowych.
takich jak zlamanie, pekniecie, przepalenie lub poluzowanie
-
Wcisn
ąć i zwolnić przycisk uchwytu plazmowego rozpoczynając
przewodów elektrycznych, uchwyt plazmowy nie moze byc nadal
wypływ powietrza (
³
30 sekund post-air).
stosowany poniewaz nie spelnia warunków bezpieczenstwa.
- Podczas tej fazy należy regulować ciśnienie powietrza, aż do
W tym przypadku naprawa (konserwacja nadzwyczajna) nie moze
odczytania na manometrze żądanej wartości w “barach”, która zależy
zostac wykonana na miejscu ale nalezy przekazac urzadzenie do
od zastosowanego uchwytu plazmo
wego (TAB. 2).
autoryzowanego serwisu technicznego, który jest w stanie wykonac
- Wciskając przycisk powietrza spowodować wypływ powietrza z
specjalne próby techniczne po wykonaniu naprawy.
uchwytu.
Aby zapewnic skutecznosc uchwytu plazmowego i kabla nalezy
- Regulować pokrętło w następujący sposób: ciągnąć do góry, aby
zastosowac nastepujace srodki ostroznosci:
odblokować i obrócić, aby wyregulować ciśnienie do wartości podanej
- nie umozliwiac zetkniecia sie uchwytu plazmowego i kabla z
w DANYCH TECHNICZNYCH UCHWYTU PLAZMOWEG
O.
czesciami goracymi lub rozzarzonymi.
- Odczytać wartość podaną na manometrze(w barach); wcisnąć
- nie naprezac zbyt mocno kabla.
pokrętło, aby zablokować regulację.
- nie klasc kabla na ostrych krawedziach lub powierzchniach
- Umożliwić spontaniczne zakończenie wypływu powietrza, aby ułatwić
sciernych.
usunięcie ewentualnie nagromadzonego kondensatu w uchwycie
- zwinac kabel w równe zwoje, jezeli jego dlugosc jest wieksza niz to
plazmowym.
konieczne.
Ważne:
- nie przejezdzac zadnym pojazdem przez kabel i nie deptac po nim.
- Cięcie stykowe (z dyszą uchwytu plazmowego stykającą się z
Uwaga.
przeznaczonym do przecięcia przedmiotem): można zastosować dla
- Przed wykonaniem wszelkich operacji na uchwycie plazmowym
maksymalnej wartości prądu 40-50A (wyższe wartości prądu
należy pozostawić aż ostygnie przez co najmniej czas trwania "post-
powodują natychmiastowe zniszczenie dyszy-elektrody-uchwytu
air"
dyszy).
-
Za wyj
ątkiem szczególnych przypadków zaleca się wymienić
- Cięcie z odległości (z zamontowaną na uchwycie plazmowym
elektrodę i dyszę jednocześnie.
podkładką odległościową RYS.
M
): może być stosowane dla wartości
- Przestrzegać kolejności montażu komponentów uchwytu plazmowego
prądów przekraczających 35A;
(odwrotna w stosunku do demontażu).
- Elektroda i dysza przedłużona: może być s
tosowana tam, gdzie jest
- Zwrócić uwagę, aby pierścień rozprowadzający został zamontowany
przewidziana.
w odpo
wiednim kierunku.
- Ponownie zamontować uchwyt dyszy dokręcając ręcznie i niezbyt
Operacja cięcia (RYS.
N
).
mocno.
- Przysunąć dyszę uchwytu plazmowego do krawędzi przedmiotu
- W żadnym przypadku nie montować uchwytu dyszy bez uprzednio
(około 2 mm), wcisnąć przycisk na uchwycie; po upływie około 1
zamontowanej elektrody, pierścienia rozprowadzającego i dyszy.
sekundy (pre-air) uzyskiwane jest zajarzenie łuku pilotującego.
- Unikać niepotrzebnego utrzymywania w powietrzu włączonego łuku
-
J
eżeli odległość jest odpowiednia, łuk pilotujący przeskakuje
pilotującego, aby nie zwiększać zużycia elektrody, dyfuzora i dyszy.
natychmiast na przedmiot powodując powstanie łuku tnącego.
- Nie dokręcać nadmiernie elektrody ponieważ grozi to uszkodzeniem
- Przenieść uchwyt plazmowy na powierzchnię przedmiotu, wzdłuż
uchwytu plazmowego.
idealnej linii cięcia i następnie równo przesuwać.
- Prawidłowe wykonanie we właściwym czasie procedury kontroli
- Dostosować prędkość cięcia w zależności od grubości i ustawionej
podlegających zużyciu części uchwytu plazmowego jest niezmiernie
- 75 -
"Ładowanie instrukcji" oznacza, że należy poczekać, aż plik się załaduje i będzie można go czytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od prędkości Twojego internetu.