
Telwin TELMIG 150 1 TURBO Sprzęt spawalniczy – Instrukcja obsługi w formacie pdf, czytaj online za darmo. Mamy nadzieję, że okaże się ona pomocna w przypadku jakichkolwiek pytań związanych z użytkowaniem urządzenia.
Jeśli nadal masz wątpliwości, zadaj pytanie w komentarzach pod instrukcją.
"Ładowanie instrukcji" oznacza, że musisz poczekać na pobranie pliku, aby móc go przeczytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od szybkości łącza internetowego.






przycisk.
POD
Ł
Ą
CZENIA OBWODU SPAWANIA
UWAGA! PRZED WYKONANIEM PODANYCH NI
Ż
EJ
UWAGA! Podczas opisanych wy
ż
ej operacji drut znajduje
PODŁ
Ą
CZEŃ NALE
Ż
Y UPEWNIĆ SIĘ,
Ż
E SPAWARKA ZOSTAŁA
WYŁ
Ą
CZONA I ODŁ
Ą
CZYĆ ZASILANIE.
si
ę
pod napi
ę
ciem elektrycznym i jest poddawany sile
W tabeli 1
(TAB. 1)
podane s
ą
warto
ś
ci
zalecane dla przewodów
mechanicznej; mo
ż
e wi
ę
c powodowa
ć
, je
ż
eli nie zosta
ł
y
2
spawalniczych (w mm ) na podstawie maksymalnego pr
ą
du
zastosowane odpowiednie zabezpieczenia, zagro
ż
enie szoku
wytwarzanego przez spawark
ę
.
elektrycznego, rany lub zajarzenie
ł
uków elektrycznych:
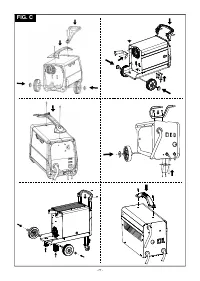
Pod
łą
czenie butli gazowej
( jeżeli używana)
.
- Nie kierowa
ć
wylotu uchwytu w stron
ę
cz
ęś
ci cia
ł
a.
-
Butla gazowa mo
ż
e by
ć
przewo
ż
ona na wózku spawalniczym:
- Nie zbli
ż
a
ć
uchwytu do butli.
max 20kg.
-
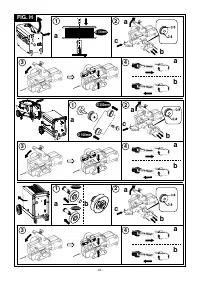
Ponownie zamontowa
ć
rolk
ę
kontaktow
ą
i dysz
ę
(4b)
.
- Wkr
ę
ci
ć
reduktor(*) ci
ś
nienia do zaworu butli gazowej, w
-
S p r a w d z i
ć
, c z y p o s u w d r u t u o d b y w a s i
ę
p r a w i d
ł
o w o ;
przypadku zastosowania gazu Argon lub mieszanki Argon/CO
wykalibrowa
ć
docisk rolek i hamowanie trzpienia do warto
ś
ci
2
minimalnych mo
ż
liwych, sprawdzaj
ą
c czy drut nie
ś
lizga si
ę
w
nale
ż
y w
ł
o
ż
y
ć
specjaln
ą
redukcj
ę
dostarczon
ą
w akcesoriach.
rowku oraz czy podczas zatrzymywania podajnika nie poluzowa
ł
y
- Pod
łą
czy
ć
przewód dop
ł
ywu gazu do reduktora i dokr
ę
ci
ć
zacisk,
si
ę
zwoje drutu z powodu nadmiernej inercji szpuli.
znajduj
ą
cy si
ę
w wyposa
ż
eniu.
-
Odci
ąć
koniec drutu wystaj
ą
cego z dyszy na 10-15mm.
- Poluzowa
ć
nakr
ę
tk
ę
regulacyjn
ą
reduktora ci
ś
nienia przed
- Zamkn
ąć
drzwiczki podajnika.
otwarciem zaworu butli.
(*) To wyposażenie należy dokupić osobno, jeżeli n
i
e zostało
ono
6. SPAWANIE: OPIS PROCESU
dostarczone razem z urządzeniem.
-
Pod
łą
czy
ć
przewód powrotny do spawanego przedmiotu.
-
Sprawdzi
ć
biegunowo
ść
(wy
łą
cznie w wersjach FLUX).
Pod
łą
czenie przewodu powrotnego pr
ą
du spawania
-
Je
ż
eli u
ż
ywany jest pe
ł
ny drut nale
ż
y otworzy
ć
i wyregulowa
ć
Pod
łą
czy
ć
do spawanego przedmiotu lub do metalowego sto
ł
u
strumie
ń
gazu ochronnego za pomoc
ą
reduktora ci
ś
nienia
spawalniczego, na którym jest u
ł
o
ż
ony, mo
ż
liwie jak najbli
ż
ej do
(5-7 l/min).
spawanego z
łą
cza.
UWAGA:
Nale
ż
y pami
ę
ta
ć
, aby zamkn
ąć
dop
ł
yw gazu
ochronnego po zako
ń
czeniu pracy.
Pod
łą
czenie uchwytu spawalniczego (wy
łą
cznie dla wersji z
-
W
łą
czy
ć
spawark
ę
i ustawi
ć
pr
ą
d spawania za pomoc
ą
euroz
łą
czem)
prze
łą
czników lub prze
łą
cznika obrotowego (je
ż
eli obecny).
W
ł
o
ż
y
ć
uchwyt spawalniczy do odpowiedniego gniazda, dokr
ę
caj
ą
c
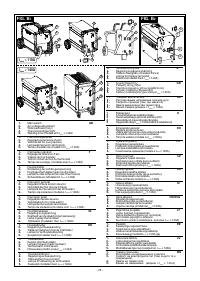
Rys. I
r
ę
cznie do ko
ń
ca nakr
ę
tk
ę
zabezpieczaj
ą
c
ą
. Przygotowa
ć
do
-
Wcisn
ąć
przycisk uchwytu aby rozpocz
ąć
spawanie.
pierwszego
ł
adowania przewodu, wymontowuj
ą
c dysz
ę
i rurk
ę
-
Aby wyregulowa
ć
parametry spawania nale
ż
y ustawi
ć
kontaktow
ą
, aby u
ł
atwi
ć
wyj
ś
cie.
odpowiednim pokr
ę
t
ł
em pr
ę
dko
ść
drutu (gdzie przewidziana), a
ż
do uzyskania prawid
ł
owego spawania.
(Rys.B-3).
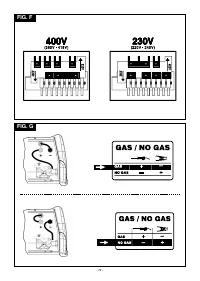
Zmiana biegunowo
ś
ci (wy
łą
cznie dla wersji GAS-NO GAS)
Rys. G
FUNKCJA SPAWANIA PUNKTOWEGO (gdzie przewidziana)
- Otworzy
ć
pokryw
ę
podajnika.
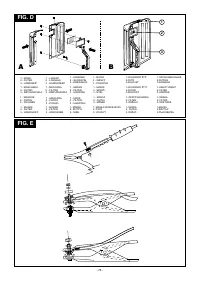
Rys. L
- Spawanie MIG/MAG (gaz):
- Aby zmieni
ć
czas spawania nale
ż
y przekr
ę
ci
ć
pokr
ę
t
ł
o
- Pod
łą
czy
ć
przewód uchwytu spawalniczego wychodz
ą
cy z
regulacyjne
(Rys.B-5).
prowadnicy drutu do czerwonego zacisku (+).
- Pod
łą
czy
ć
przewód powrotny uchwytu do zacisku czarnego(-).
- Spawanie FLUX (bez gazu):
UWAGA:
- Pod
łą
czy
ć
przewód uchwytu spawalniczego wychodz
ą
cy z
- W niektórych modelach spawarek ko
ń
cówka podajnika drutu
prowadnicy drutu do czarnego zacisku (-).
znajduje si
ę
zwykle pod napi
ę
ciem; nale
ż
y zwróci
ć
uwag
ę
aby
- Pod
łą
czy
ć
przewód powrotny uchwytu do czerwonego zacisku
zapobiega
ć
nieporz
ą
danym zajarzeniom.
(+).
- Lampka sygnalizacji zapala si
ę
je
ż
eli nast
ą
pi przegrzanie i
- Zamkn
ąć
pokryw
ę
podajnika.
przerywa dostarczanie mocy; po kilkuminutowych sch
ł
odzeniu
nast
ę
puje automatycznie przywrócenie do pierwotnego stanu.
Zalecenia:
-
Przekręcić do końca łączniki przewodów
s
pawalniczych w
7. KONSERWACJA
szybkozłączkach
(
jeżeli występują
),
aby zapewnić prawidłowy
zestyk elektryczny; w przeciwnym przypadku
nastąpi przegrzanie
U W A G A !
P R Z E D
W Y K O N A N I E M
O P E R A C J I
łączników, co powoduje
szybkie zużycie i utratę skuteczności
.
KONSERWACYJNYCH NALEŻY UPEWNIĆ SIĘ, ŻE SPAWARKA
-
Zastosować możliwie jak najkrótsze przewody spawalnicze
.
JEST WYŁĄCZONA I ODŁĄCZYĆ ZASILANIE.
-
Nie używać metalowych
struktur n
ie będących
częścią
RUTYNOWA KONSERWACJA
obrabianego przedmiotu
,
w zastępstwie przewodu powrotnego
O P E R A C J E R U T Y N O W E J K O N S E RWA C J I M O G
Ą
B Y Ć
p r ą d u s p a w a n i a
;
m o ż e t o s t a n o w i ć z a g r o ż e n i e d l a
WYKONYWANE PRZEZ OPERATORA.
bezpieczeństwa
i obniżać wydajność procesu spawania
.
Uchwyt spawalniczy
WPROWADZANIE SZPULI Z DRUTEM (Rys. H)
- Unika
ć
opierania uchwytu oraz przewodu na przedmiotach
gor
ą
cych; mo
ż
e to powodowa
ć
stopienie materia
ł
ów izoluj
ą
cych
UWAGA! PRZED ROZPOCZ
Ę
CIEM WPROWADZANIA
powoduj
ą
c bardzo szybkie zu
ż
ycie.
DRUTU NALE
Ż
Y UPEWNI
Ć
SI
Ę
,
Ż
E SPAWARKA ZOSTA
ł
A
- Sprawdza
ć
okresowo szczelno
ść
instalacji rurowej i z
łą
czek gazu.
WY
Ł
Ą
CZONA I OD
Ł
Ą
CZY
Ć
ZASILANIE.
- Podczas ka
ż
dorazowej wymiany szpuli z drutem nale
ż
y oczy
ś
ci
ć
suchym spr
ęż
onym powietrzem (max 5 bar) rowek prowadnicy
SPRAW DZI
Ć
, CZY ROLKI PODAJNIKA DRUTU, TULEJA
drutu i sprawdza
ć
jej stan.
- Przynajmniej raz dziennie nale
ż
y kontrolowa
ć
stan zu
ż
ycia i
PROWADZ
Ą
CA DRUT I RURKA KONTAKTOWA UCHWYTU
prawid
ł
owy monta
ż
cz
ęś
ci ko
ń
cowych uchwytu: dysza gazowa,
SPAWALNICZEGO ODPOWIADAJ
Ą
Ś
REDNICY I RODZAJOWI
rurka kontaktowa, dyfuzor gazu.
ZASTOSOWANEGO DRUTU ORAZ CZY ZOSTA
Ł
Y PRAWID
Ł
OWO
Podajnik drutu
ZAMONTOWANE. PODCZAS FAZ WPROWADZANIA DRUTU
- Cz
ę
sto sprawdza
ć
stan zu
ż
ycia rolek prowadnicy drutu, okresowo
NALE
Ż
Y ZDJ
Ą
Ć
R
Ę
KAWICE OCHRONNE.
usuwa
ć
py
ł
metaliczny osadzaj
ą
cy si
ę
w strefie prowadnicy (rolki i
- Otworzy
ć
pokryw
ę
podajnika.
podajnik wej
ś
ciowy i wyj
ś
ciowy).
-
Za
ł
o
ż
y
ć
szpul
ę
z drutem na trzpie
ń
; upewni
ć
si
ę
, czy bolec
prowadz
ą
cy trzpie
ń
jest prawid
ł
owo u
ł
o
ż
ony w odpowiednim
UWAGA! PRZED WYJĘCIEM PANELI SPAWARKI I
otworze
(1a)
.
-
Zwolni
ć
przeciwrolki/
ę
mocuj
ą
c
ą
i odsun
ąć
je/j
ą
od rolek/i
DOSTANIEM SIĘ DO JEJ WNĘTRZA NALEŻY UPEWNIĆ SIĘ, ŻE
dolnych/ej
(2a)
.
SPAWARKA ZOSTAŁA WYŁĄCZONA I ODŁĄCZYĆ ZASILANIE.
-
Sprawdzić, czy rolka/i podajnika nadaje/ą są odpowiednie dla
Ewentualne kontrole pod napięciem, wykonywane wewnątrz
zastosowanego rodzaju drutu
(2b)
.
spawarki mogą grozić poważnym szokiem elektrycznym,
-
Zwolni
ć
koniec drutu, odci
ąć
jednym ci
ę
ciem zdeformowan
ą
powodowanym przez bezpośredni kontakt z częściami
ko
ń
cówk
ę
i zaokr
ą
gli
ć
; obróci
ć
szpulk
ę
w kierunku przeciwnym do
znajdującymi się pod napięciem lub/i mogą one powodować
ruchu wskazówek zegara i w
ł
o
ż
y
ć
ko
ń
cówk
ę
drutu do tulejki
uszkodzenia wynikające z bezpośredniego kontaktu z częściami
prowadz
ą
cej wej
ś
ciowej, wciskaj
ą
c na 50-100mm poprzez tulejk
ę
znajdującymi w ruchu.
prowadz
ą
c
ą
do z
łą
czki uchwytu spawalniczego
(2c)
.
- Okresowo, z częstotliwością zależną od używania urządzenia i
-
Ponownie ustawi
ć
przeciwrolki/
ę
reguluj
ą
c napr
ęż
enie na
ś
redni
ą
stopnia
zakurzenia
otoczenia, należy sprawdzać wnętrze spawarki
warto
ść
, sprawdzaj
ą
c czy drut jest prawid
ł
owo umieszczony w
i usuwać kurz osadzają
cy
się na transformatorze, za pomocą
rowku rolki dolnej
(3)
.
suchego strumienia sprężonego powietrza (maks 10 bar).
-
Dokr
ę
ci
ć
ś
rub
ę
regulacyjn
ą
znajduj
ą
c
ą
si
ę
na
ś
rodku, aby lekko
-
Unikać
kierowania
strumienia sprężonego powietrza
na karty
zahamowa
ć
trzpie
ń
(1b)
.
elektroniczne;
można je
ewentualnie oczy
ścić bardzo miękką
-
Zdj
ąć
dysz
ę
i rurk
ę
kontaktow
ą
(4a)
.
szczot
ecz
ką lub odpowiednimi
rozpuszczalnikami.
- Przy okazji
należy sprawdzić, czy po
d
łączenia
elektryczne s
ą
- W
ł
o
ż
y
ć
wtyczk
ę
spawarki do gniazda zasilania, w
łą
czy
ć
spawark
ę
,
odpowiednio
zaciśnięte
, a na okablowaniach
nie występują ślady
wcisn
ąć
przycisk uchwytu spawalniczego lub przycisk posuwu
uszkodzeń
izolacji.
drutu na tablicy sterowniczej (je
ż
eli obecna) i odczeka
ć
, a
ż
-
Po zakończeniu wyżej opisanych operacji należy ponownie
ko
ń
cówka drutu przejdzie przez ca
ł
y trzpie
ń
prowadnicy i wysunie
zamontować
panele spawarki,
dokręcając do końca
śruby
si
ę
na d
ł
ugo
ść
10-15cm z przodu uchwytu, nast
ę
pnie zwolni
ć
- 51 -
Nadal masz pytania?Nie znalazłeś odpowiedzi w instrukcji lub masz inne problemy? Zadaj pytanie w poniższym formularzu i opisz szczegółowo swoją sytuację, aby inni użytkownicy i eksperci mogli udzielić ci odpowiedzi. Jeśli wiesz, jak rozwiązać problem innej osoby, podziel się swoją wiedzą :)