
Telwin TELMIG 100 Sprzęt spawalniczy – Instrukcja obsługi w formacie pdf, czytaj online za darmo. Mamy nadzieję, że okaże się ona pomocna w przypadku jakichkolwiek pytań związanych z użytkowaniem urządzenia.
Jeśli nadal masz wątpliwości, zadaj pytanie w komentarzach pod instrukcją.
"Ładowanie instrukcji" oznacza, że musisz poczekać na pobranie pliku, aby móc go przeczytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od szybkości łącza internetowego.






niebezpieczeństwo wywrócenia urządzenia.
Uwaga: Na tabliczce podane jest przyk
ł
adowe znaczenie symboli i
-
N I E W A Ś C I W E U Y WA N I E : u ż y w a n i e s p a w a r k i d o
cyfr; dok
ł
adne warto
ś
ci danych technicznych posiadanej spawarki
jakiejkolwiek obróbki odmiennej od przewidzianej jest
nale
ż
y odczyta
ć
bezpo
ś
rednio na tabliczce znajduj
ą
cej si
ę
na
niebezpieczne (np. rozmrażanie przewodów
rurowych
spawarce.
instalacji wodnej).
INNE DANE TECHNICZNE:
-
Zabronione jest używanie uchwytu jako środka do
zawieszenia spawarki ( jeżeli używana)
.
- SPAWARKA: patrz tabela 1 (TAB.1)
- UCHWYT SPAWALNICZY: patrz tabela 2 (TAB.2)
Ci
ęż
ar spawarki podany jest w tabeli 1 (TAB. 1).
Przed pod
łą
czeniem urz
ą
dzenia do sieci zasilania nale
ż
y
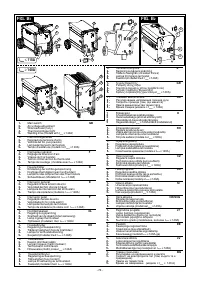
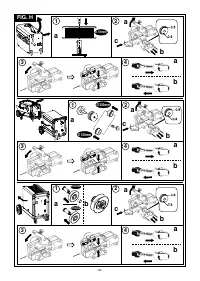
4. OPIS SPAWARKI
zamontowa
ć
zabezpieczenia, ruchome cz
ęś
ci obudowy
URZĄDZENIA KONTROLI, REGULACJI I POD
Ł
Ą
CZENIE
spawarki i podajnicy drutu elektrodowego.
Rys.
B
1,
B
2
5. INSTALOWANIE
UWAGA! WSZELKIE OPERACJE INSTALACYJNE ORAZ
UWAGA! Wszelkie zabiegi wykonywane na poruszaj
ą
cych si
ę
POD
Ł
ĄCZENIA ELEKTRYCZNE NALEŻY WYKONYWA
Ć
PO
cz
ęś
ciach podajnicy drutu elektrodowego, takie jak na przyk
ł
ad:
UPRZEDNIM WY
ł
ĄCZENIU SPAWARKI I OD
Ł
Ą CZENIU
- Wymiana rolek lub/i prowadnicy drutu;
ZASILANIA URZĄDZENIA.
- Zak
ł
adanie drutu na rolki;
POD
Ł
ĄCZENIA ELEKTRYCZNE POWINNY BY
Ć
WYKONYWANE
- Wprowadzanie szpuli z drutem;
WY
Ł
Ą ZNIE PRZEZ PERSONEL DO
Ś
WIADCZONY LUB
- Czyszczenie rolek, kó
ł
z
ę
batych i obszaru znajduj
ą
cego
WYKWALIFIKOWANY.
si
ę
pod nimi;
- Smarowanie kó
ł
z
ę
batych.
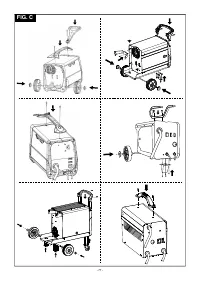
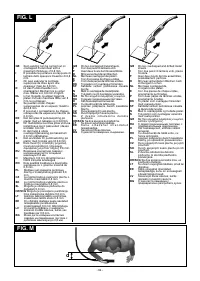
PRZYGOTOWANIE
NALEŻ Y WYKONYWA
Ć
PO WY
Ł
ĄCZENIU SPAWARKI I
Rys. C
OD
Ł
ĄCZENIU ZASILANIA.
Rozpakowa
ć
spawark
ę
i zamontowa
ć
od
łą
czone cz
ęś
ci znajduj
ą
ce
si
ę
w opakowaniu.
-
Podnoszenie spawarki jest zabronione.
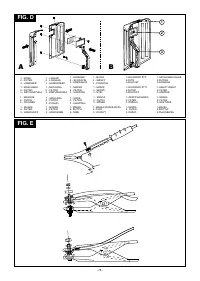
Monta
ż
maski ochronnej
2. WPROWADZENIE I OGÓLNY OPIS
Rys. D
Spawarka jest
ź
ród
ł
em pr
ą
du do spawania
ł
ukowego, przeznaczona
do spawania metod
ą
MAG stali w
ę
glowych lub stali niskostopowych w
Monta
ż
przewodu powrotnego-zacisk kleszczowy
os
ł
onie gazu CO lub mieszanek Argon/CO , poprzez u
ż
ycie drutów
2
2
Rys. E
elektrodowych pe
ł
nych lub rdzeniowych (rurowych).
Spawarki dostosowane s
ą
ponadto do spawania stali nierdzewnych
SPOSÓB PODNOSZENIA SPAWARKI
metod
ą
MIG, w os
ł
onie Argonu + 1-2% tlenu i aluminium w os
ł
onie
Wszystkie spawarki opisane w niniejszej instrukcji pozbawione s
ą
Argonu, wykorzystuj
ą
c druty elektrodowe w zale
ż
no
ś
ci od
urz
ą
dze
ń
do podnoszenia.
spawanego przedmiotu
(wyłącznie modele na rys. B
1
).
USTAWIENIE SPAWARKI
Mo
ż
na równie
ż
u
ż
ywa
ć
druty rdzeniowe przeznaczone do spawania
Wyznaczyć miejsce
instalacji spawarki w taki sposób, aby
w pobliżu
bez os
ł
ony gazowej, dostosowuj
ą
c biegunowo
ść
uchwytu
ot
woru wlotowego i wylotowego
powietrza chłodzącego nie
s p a w a l n i c z e g o z g o d n i e z z a l e c e n i a m i p r o d u c e n t a d r u t u
znajdowały się przeszkody
(cyr
kulacja wymuszona za pomocą
elektrodowego
(W modelu na rys. B
2
wykorzystywany jest
wentylatora,
jeżeli występuje
);
upewnić się
jednocześnie, czy
n
ie są
wyłącznie drut miedziany o rdzeniu stalowym).
zasysane
p
yły
przewodzące
, opary korozyjne,
wilgoć
, itd..
Zapewnić
co najmniej 250mm wolnej przestrzeni
wokół spawarki
.
AKCESORIA STANDARDOWE:
- uchwyt spawalniczy;
- przewód powrotny z zaciskiem masowym;
UWAGA! Ustawi
ć
spawark
ę
na równej powierzchni, o
-
zestaw kó
ł
(w modelach na podwoziu ko
ł
owym).
no
ś
no
ś
ci odpowiedniej dla jej ci
ęż
aru celem unikni
ę
cia
3. DANE TECHNICZNE
wywrócenia lub przesuni
ę
cia.
TABLICZKA ZNAMIONOWA
G
ł
ówne dane dotycz
ą
ce zastosowania i wydajno
ś
ci spawarki podane
PODŁĄCZENIE WTYCZKI DO GNIAZDKA (obowiązuje tylko w
s
ą
na tabliczce parametrów, o nast
ę
puj
ą
cym znaczeniu:
przypadku modeli urzą
dzenia dostarczonych bez wtyczki):
Rys. A
podłączyć do przewodu zasilania z wtykiem znormalizowanym,
(2P +
1-
Norma EUROPEJSKA dotycz
ą
ca bezpiecze
ń
stwa i produkcji
T dla 1ph, 3P + T dla 3ph)
o odpowiedniej pojemności elektrycznej i
urz
ą
dze
ń
do spawania
ł
ukowego.
przygotować gniazdo wtyczkowe sieci wyposażone w bezpieczniki
2-
Symbol wewn
ę
trznej struktury spawarki.
lub automatyczny wyłącznik; specjalnie przygotowany zacisk
3-
Symbol wybranego procesu spawania.
uziemiający należy podłączyć do przewodu uziomowego (żółto-
4-
Symbol
S
: wskazuje,
ż
e spawanie mo
ż
e by
ć
wykonywane w
zielony) linii zasilania. W tabeli 1
(TAB.1)
podane są w
amperach
ś
rodowisku o zwi
ę
kszonym zagro
ż
eniu szoku elektrycznego (np.
wartości
zalecane dla bezpieczników zwłocznych linii, wybrane na
w pobli
ż
u wi
ę
kszych skupisk metalu).
podstawie max. prądu znamionowego wytwarzanego przez
5-
Symbol linii zasilania:
spawarkę oraz napięcia znamionowego zasilania.
1~: napi
ę
cie przemienne jednofazowe;
3~: napi
ę
cie przemienne trójfazowe.
-
Podczas wykonywania operacji zmiany napięcia (wyłącznie w
6-
Stopie
ń
zabezpieczenia obudowy.
przypadku wersji trójfazowej)
zdjąć panel i dostać się
do wnętrza
7-
Dane charakterystyczne dla linii zasilania:
spawarki, następnie przygotować skrzynkę zaciskową zmiany
- U :
Przemienne napi
ę
cie i cz
ę
stotliwo
ść
zasilania spawarki
napięcia w taki sposób, aby podłączenie wskazane na specjalnej
1
(granice dopuszczalne
±10%
).
tabliczce było zgodne z napięciem sieci, będącym do dyspozycji.
- I
:
Maksymalny pr
ą
d poch
ł
oni
ę
ty przez lini
ę
.
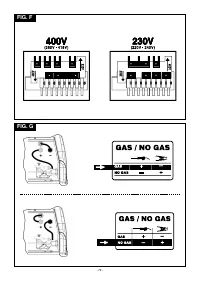
Rys. F
1 max
Dokładnie zamontować panel dokręcając odpowiednie śruby.
- I :
Rzeczywisty pr
ą
d zasilania.
1eff
Uwaga!
8-
Wydajno
ść
obwodu spawania:
Spawarka jest nastawiona fabrycznie na największe napięcie
- U :
maksymalne napi
ę
cie ja
ł
owe (obwód spawania otwarty).
0
z gamy będącej do dyspozycji, na przykład:
- I /U :
Pr
ą
d i odpowiednie napi
ę
cie znormalizowane, które mog
ą
2
2
U 400V
Ü
Napięcie nastawione fabrycznie.
by
ć
wytwarzane przez spawark
ę
podczas procesu spawania.
1
- X :
Cykl pracy: wskazuje czas, podczas którego spawarka mo
ż
e
PODŁ
Ą
CZENIE
DO SIECI
wytwarza
ć
odpowiedni
ą
ilo
ść
pr
ą
du (ta sama kolumna).
- Przed wykonaniem
jakiegokolwiek podłączenia
elektrycznego
Wyra
ż
one w %, na podstawie cyklu 10-minutowego (np. 60% = 6
należy sprawdzić, czy
dane podane na tabliczce s
pawarki
minut pracy, 4 minuty przerwy; i tak dalej).
odpowiadają wartościom napięci
a
i częstotliwośc
i
sieci, będącymi
W przypadku, gdy zostan
ą
przekroczone wspó
ł
czynniki
do dyspozycji w miejscu instalacji
.
wykorzystania (odczytane z tabliczki i dotycz
ą
ce temp. 40°C
-
Spawarkę należy podłączyć wyłącznie do
systemu zasilania z
otoczenia) nast
ę
puje zadzia
ł
anie zabezpieczenia termicznego
przewodem neutralnym
podłączonym do uziemienia
.
(spawarka pozostanie w po
ł
o
ż
eniu stand-by dopóki jej
- Celem s
pełnienia wszystkich wymagań
Normy EN 61000-3-11
temperatura nie powróci do dopuszczalnej granicy.
(Flicker)
zaleca się podłączenie spawarki
do interfejsu sieci
- A/V-A/V:
Wskazuje gam
ę
regulacji pr
ą
du spawania (minimalny -
zasilania, który wykazuje impedan
cję mniejszą
od Zmax =
0.1
ohm.
maksymalny) przy odpowiednim napi
ę
ciu
ł
uku.
-
Spawarka spełnia wymogi normy IEC/EN 61000-3-12
.
9-
Numer cz
ęś
ci dla identyfikacji spawarki (niezb
ę
dny dla pogotowia
technicznego, zamówienia cz
ęś
ci zamiennych i badania
UWAGA! Nieprzestrzeganie wy
ż
ej opisanych zasad
pochodzenia produktu).
10-
:
Warto
ść
bezpieczników z opó
ź
nionym dzia
ł
aniem,
powoduje nieskuteczne dzia
ł
anie uk
ł
adu zabezpieczenia,
które nale
ż
y przewidzie
ć
w celu zabezpieczenia linii.
przewidzianego przez producenta (klasa I) i mo
ż
e powodowa
ć
w
11-
Symbole dotycz
ą
ce norm bezpiecze
ń
stwa, których znaczenie
konsekwencji powa
ż
ne zagro
ż
eniami dla osób (np. szok
podano w paragrafie 1 "Ogólne bezpiecze
ń
stwo podczas
elektryczny) oraz przedmiotów (np. po
ż
ar).
spawania
ł
ukowego".
Ł
Ż
- 50 -
Nadal masz pytania?Nie znalazłeś odpowiedzi w instrukcji lub masz inne problemy? Zadaj pytanie w poniższym formularzu i opisz szczegółowo swoją sytuację, aby inni użytkownicy i eksperci mogli udzielić ci odpowiedzi. Jeśli wiesz, jak rozwiązać problem innej osoby, podziel się swoją wiedzą :)