WYKRYWANIE USTEREK - Awelco MIG ONE - Instrukcja obsługi - Strona 6





Spis treści:
- Strona 5 – POLISH; ść; łą; ŁĄ
- Strona 6 – WYKRYWANIE USTEREK
- Strona 7 – NEDERLANDS; ALGEMENE OMSCHRIJVING; Bedraagt de voedingspanning 230 V.
rolce, po czym wprowadzi
ć
drut w prowadnic
ę
. Upewni
ć
si
ę
,
ż
e drut le
ż
y w jednej linii z rowkiem na rolce. Opu
ś
ci
ć
rolk
ę
dociskow
ą
, dokr
ę
caj
ą
c
ś
rub
ę
dociskow
ą
wyregulowa
ć
docisk
rolki. Dobranie w
ł
a
ś
ciwego docisku jest wa
ż
ne dla p
ł
ynnego
przesuwu drutu spawalniczego podczas spawania.
Optymalny nacisk jest wtedy, gdy drut g
ł
adko si
ę
przesuwa
jednak w przypadku blokady pozwala si
ę
ś
lizga
ć
rolce
mechanizmu posuwu drutu. Istnieje mo
ż
liwo
ść
regulacji tarcia
rolki. Je
ś
li jest za ma
ł
e nale
ż
y je zwi
ę
kszy
ć
, je
ś
li jest za du
ż
e
nale
ż
y zmniejszy
ć
.
4.4. POD
ŁĄ
CZENIE DYSZY SPAWALNICZEJ
Dysza spawalnicza jest pod
łą
czona do spawarki i gotowa do
u
ż
ycia. Ewentualna wymiana dyszy musi by
ć
przeprowadzona ze szczególna ostro
ż
no
ś
ci
ą
i tylko przez
wykwalifi kowany personel. Aby wymieni
ć
nak
ł
adk
ę
stykow
ą
,
nale
ż
y j
ą
odkr
ę
ci
ć
lub wyci
ą
gn
ąć
. Wymieni
ć
ko
ń
cówk
ę
,
sprawdzi
ć
, czy jej rozmiar odpowiada rozmiarowi kabla i
wymieni
ć
os
ł
on
ę
gazow
ą
. Aby zapewni
ć
w
ł
a
ś
ciwe
prowadzenie drutu nale
ż
y zadba
ć
o to,
ż
eby wszystkie
elementy by
ł
y dopasowane do siebie pod wzgl
ę
dem
rozmiaru.
5. SPAWANIE
5.1. INFORMACJE OGÓLNE
W przypadku spawania na najnižszych nastawach, naležy
stara
ć
si
ę
utrzymywa
ć
jak najkrótszy
ł
uk elektryczny.
B
ę
dzie to možliwe, dzi
ę
ki jaknajkrótszemu dystansowi
pomi
ę
dzy palnikiem, a spawanym elementem. Naležy takže
utrzymywa
ć
k
ą
t oko
ł
o 60 stopni pomi
ę
dzy palnikiem i
spawanym elementem. D
ł
ugo
ść
ł
uku može by
ć
zwi
ę
kszana w
przypadku spawania przy wyžszych nastawach. Maksymalna
osi
ą
galna d
ł
ugo
ść
ł
uku wynosi 20 mm.
5.2. INFORMACJE DOTYCZ
Ą
CE SPAWANIA
Niektóre problemy pojawiaj
ą
ce si
ę
czasem podczas
spawania, s
ą
cz
ęś
ciej wynikiem wp
ł
ywu warunków
zewn
ę
trznych niž nieprawid
ł
owo
ś
ci w pracy samej spawarki.
Ponižej przedstawiono g
ł
ówne problemy oraz przyczyn
ę
ich
powstawania.
Porowato
ść
Niewielkie otwory w spawie powstaj
ą
na skutek przerw w
dostawie gazu os
ł
onowego lub z powodu zanieczyszczeñ
gazu. Aby pozby
ć
si
ę
otworów, wystarczy oszlifowa
ć
spaw.
Rozpryski
Rozpryski pochodz
ą
od dzia
ł
ania
ł
uku elektrycznego. Ma
ł
e
rozpryski s
ą
nie do unikni
ę
cia, ale powinno si
ę
d
ą
žy
ć
do
minimalizacji zjawiska.
Naležy wybra
ć
odpowiednie nastawy spawarki oraz zapewni
ć
w
ł
a
ś
ciwy gaz i odpowiednie ci
ś
nienie gazu. Naležy takže
utrzymywa
ć
palnik w czysto
ś
ci.
W
ą
ska spoina
Jest spowodowana zbyt szybkim przesuwaniem palnika lub
niew
ł
a
ś
ciwie dobranym gazem os
ł
onowym.
Spoina bardo niewielkiej grubo
ś
ci lub zbyt szeroka
Jest spowodowana zbyt wolnym przesuwaniem palnika.
Drut spawalniczy ulega przepaleniu
Može to by
ć
spowodowane
ś
lizganiem si
ę
rolek mechanizmu
podajnika drutu, poluzowan
ą
lub zniszczon
ą
koñcówka
palnika, zbyt bliskim ustawieniem dyszy wzgl
ę
dem
spawanego materia
ł
u lub zbyt wysokimi nastawami.
Zbyt p
ł
ytka spoina
Može wynika
ć
ze zbyt szybkiego przesuwania palnika, zbyt
niskiego pr
ą
du spawania lub nieprawid
ł
owej pr
ę
dko
ś
ci
podawania drutu spawalniczego. Przyczyn
ą
može by
ć
takže
zamieniona polaryzacja. Naležy zadba
ć
o w
ł
a
ś
ciwe
parametry spawania.
Dziurawienie spawanego materia
ł
u
Može by
ć
spowodowane zbyt wolnym przesuwaniem palnika,
zbyt dužym pr
ą
dem spawania lub niew
ł
a
ś
ciwym przesuwem
drutu.
Duže rozpryski i porowato
ść
Može by
ć
spowodowane zbyt dužym dystansem miedzy
dysz
ą
palnika, a spawanym elementem, zabrudzonym
materia
ł
em lub zbyt niskim ci
ś
nieniem gazu. Naležy
pami
ę
ta
ć
, že ci
ś
nienie gazu powinno by
ć
takie, žeby
zapewni
ć
przep
ł
yw na poziomie 7-8 litrów na minut
ę
.
Pomocny w ustaleniu ci
ś
nienia gazu može by
ć
reduktor
wyposažony w odpowiedni manometer.
Niestabilno
ść
ł
uku elektrycznego
Može by
ć
spowodowana niewystarczaj
ą
cym pr
ą
dem
spawania, nieregularnym przesuwem drutu spawalniczego
lub niedostateczna os
ł
ona gazow
ą
.
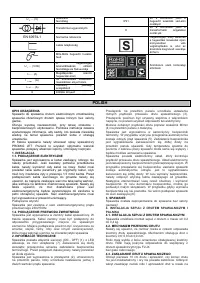
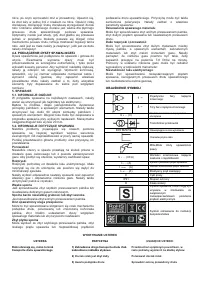
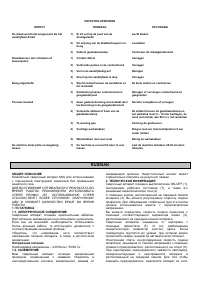
OBJA
Ś
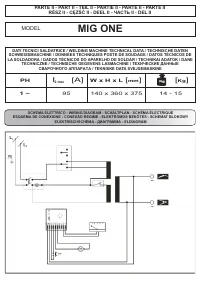
NIENIE SYMBOLI
1 ~
Pojedyncze fazy napi
ę
cia
zmiennego
3 ~
Trzy fazy napi
ę
cia zmiennego
U
0
… (V)
Warto
ść
znamionowa napi
ę
cia bez
obci
ąż
enia
Transformer-prostownik
EN 60974 - 1
Obowi
ą
zuj
ą
ca norma wykonania
Charakterystyka sta
ł
a
MIG-MAG druty spawalnicze
paszy
U
1
… (V/Hz)
Warto
ś
ci znamionowe napi
ę
cia
zasilania i cz
ę
stotliwo
ś
ci
I
2
… (A)
Symbol i jednostka pr
ą
du spawania
I
1 max
(A)
Warto
ść
znamionowa pr
ą
du zasilania
I
1 eff
… (A)
Efektywny pr
ą
d zasilaj
ą
cy
X Cykl
pracy
IP21 Stopie
ń
ochrony
H Klasa
izolacji
Symbol spawarek, które mog
ą
by
ć
u
ż
ywane w
ś
rodowisku ze
zwi
ę
kszonym
niebezpiecze
ń
stwem pora
ż
enia
pr
ą
dem elektrycznym
Symbol odniesienia do instrukcji
bezpiecze
ń
stwa
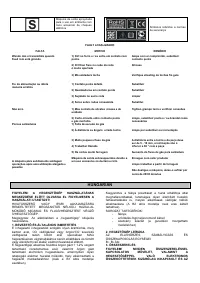
WYKRYWANIE USTEREK
USTERKA
Rolki obracaj
ą
si
ę
, mimo to brak
transportu drutu spawalniczego
PRZYCZYNA
1) Zabrudzona droga transportu drutu i/lub
zabrudzona nak
ł
adka stykowa
2)
Docisk rolek jest zbyt dužy
3)
Awaria podajnika drutu
USUNI
Ę
CIE USTERKI
Przedmucha
ć
spr
ę
žonym powietrzem, w
razie potrzeby wymieni
ć
na k
ł
adk
ę
stykow
Poluzowa
ć
docisk rolek
Sprawdzi
ć
os
ł
on
ę
prowadnicy drutu
"Ładowanie instrukcji" oznacza, że należy poczekać, aż plik się załaduje i będzie można go czytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od prędkości Twojego internetu.
Podsumowanie
U 0 … (V) Maximális üresjárási feszültség Transformer-egyenirányító EN 60974-1 Normatíva referencia Lakás tulajdonság MIG-MAG hegeszt ő huzalok feed U 1 … (V/Hz) A hegesztõgép áramellátásának változó feszültsége és frekvenciája I 2 … (A) Megállapodás szerinti hegesztési áram I 1 max (A) Az áram...
rolce, po czym wprowadzi ć drut w prowadnic ę . Upewni ć si ę , ż e drut le ż y w jednej linii z rowkiem na rolce. Opu ś ci ć rolk ę dociskow ą , dokr ę caj ą c ś rub ę dociskow ą wyregulowa ć docisk rolki. Dobranie w ł a ś ciwego docisku jest wa ż ne dla p ł ynnego przesuwu drutu spawalniczego pod...
Drut jest przesuwany z szarpni ę ciami lub jest przesuwany w odwrotn ą stron ę Brak ł uku elektrycznego Spoina o z ł ych parametrach Po okresie intensywnego spawania, spawarka nagle si ę wy łą czy ł a 1) Usterka nak ł adki stykowej 2) Spalona nak ł adka stykowa 3) Zabrudzony rowek...
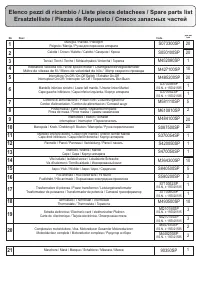
Inne modele sprzęt spawalniczy Awelco
-
 Awelco BLUEMIG 110
Awelco BLUEMIG 110
-
 Awelco BLUEMIG 130
Awelco BLUEMIG 130
-
 Awelco BLUEMIG 145
Awelco BLUEMIG 145
-
 Awelco BLUEMIG 170
Awelco BLUEMIG 170
-
 Awelco CLUB 105
Awelco CLUB 105
-
 Awelco CLUB 150
Awelco CLUB 150
-
 Awelco CLUB 170
Awelco CLUB 170
-
 Awelco CLUB 1800
Awelco CLUB 1800
-
 Awelco CLUB 1850
Awelco CLUB 1850
-
 Awelco HOBBY 150
Awelco HOBBY 150