TIG DC - Telwin TECHNOLOGY TIG 185 DCHF LIFT - Instrukcja obsługi - Strona 13










Spis treści:
- Strona 7 – POLSKI; OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA
- Strona 8 – WPROWADZENIE I OGÓLNY OPIS
- Strona 10 – WYSZUKIWANIE USTEREK
3mm
TIG DC
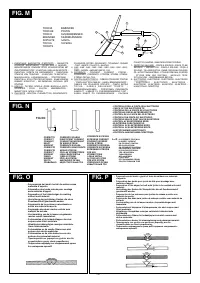
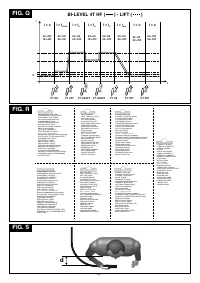
- Preparazione dei lembi rivoltati da saldare senza
materiale d’apporto.
- Préparation des bords relevés pour soudage
sans matériau d'apport.
- Preparation of the folded edges for welding
without weld material.
- Herrichtung der gerichteten Kanten, die ohne
Zusatzwerkstoff geschweißt werden.
- Preparación de los extremos rebordeados a
soldar sin material de aporte.
- Preparação das abas viradas a soldar sem
material de entrada.
- Voorbereiding van de te lassen omgekeerde
randen zonder lasmateriaal.
- Forberedelse af de foldede klapper, der skal
svejses uden tilført materiale.
- Hitsattavien käännettyjen reunojen valmistelu
ilman lisämateriaalia.
- Forberedelse av de vendte flikene som skal
sveises uten ekstra materialer.
- Förberedelse av de vikta kanterna som ska
svetsas utan påsvetsat material.
-
Προετοιμασία των γυρισμένων χειλών που θα
συγκολληθούν χωρίς υλικό τροφοδοσίας
-
Подготовка подвернутых свариваемых краев
без материала припоЯ.
- Preparazione dei lembi x giunti di testa da saldare con materiale
d’apporto.
- Préparation des bords pour joints de tête pour soudage avec
matériau d'apport.
- Preparation of the edges for butt weld joints to be welded with weld
material.
- Herrichtung der Kanten für Stumpfstöße, die mit Zusatzwerkstoff
geschweißt werden.
- Preparación de los extremos para juntas de cabeza a soldar con
material de aporte.
- Preparação das abas para juntas de cabeça a soldar com material de
entrada.
- Voorbereiding van de te lassen randen x kopverbindingen met
lasmateria.
- Forberedelse af klapperne til stumpsømme, der skal svejses med
tilført materiale.
- Hitsattavien liitospäiden reunojen valmistelu lisämateriaalia
käyttämällä.
- Forberedelse av flikene for hodeskjøyter som skal sveises med
ekstra materialer.
- Förberedelse av kanter för stumsvetsning med påsvetsat material.
-
Προετοιμασία των χειλών για συνδέσεις κεφαλής που θα
συγκολληθούν με υλικό τροφοδοσίας.
-
Подготовка свариваемых краев длЯ торцевых соединений
с
материалом припоЯ.
- CONTROLLO DELLA PUNTA DELL’ELETTRODO
- CHECK OF THE ELECTRODE TIP
- CONTROLE DE LA POINTE DE L’ÉLECTRODE
- KONTROLLE DER ELEKTRODENSPITZE
- CONTROL DE LA PUNTA DEL ELECTRODO
- CONTROLO DA PONTA DO ELÉCTRODO
- CONTROLE VAN DE PUNT VAN DE ELEKTRODE
- KONTROL AF ELEKTRODENS SPIDS
- ELEKTRODIN PÄÄN TARKISTUS
- KONTROLL AV ELEKTRODENS SPISS
- KONTROLL AV ELEKTRODENS SPETS
-
EΛΕΓΧΟΣ ΑΙΧΜΗΣ ΗΛΕΚΤΡΟΔΙΟΥ
-
КОНТРОЛЬ НАКОНЕЧНИКА ЭЛЕКТРОДА
L= Ø
IN CORRENTE CONTINUA
IN DIRECT CURRENT
EN COURANT CONTINU
BEI GLEICHSTROM
EN CORRIENTE CONTINUA
EM CORRENTE CONTÍNUA
IN CONTINUE STROOM
VED JÆVNSTRØM
TASAVIRRASSA
MED LIKSTRØM
I LIKSTRÖM
ΣΕ ΣΥΝΕΧΟΜΕΝΟ ΡΕΥΜΑ
ПРИ ПОСТОЯННОМ ТОКЕ
CORRETTO
CORRECT
COURANT
EXACT
KORREKT
CORRECTO
CORRECTO
CORRECT
KORREKT
OIKEIN
KORREKT
ΣΩΣΤΟ
ПРАВИЛЬНО
CORRENTE SCARSA
INSUFFICIENT CURRENT
COURANT INSUFFISIANT
ZU WENIG STROM
CORRIENTE ESCASA
CORRENTE INSUFICIENTE
WEINIG STROOM
FOR LAV STRØMSTYRKE
LIIAN VÄHÄN VIRTAA
DÅRLIG STRØM
FÖR LÅG STRÖM
ANEΠΑΡΚΕΣ ΡΕΥΜΑ
НЕДОСТАТОЧНЫЙ ТОК
CORRENTE ECCESIVA
EXCESSIVE CURRENT
COURANT EXCESSIF
ZU VIEL STROM
CORRIENTE EXCESIVA
CORRENTE EXCESSIVA
EXCESSIEVE STROOM
FOR HØJ
STRØMSTYRKE
LIIKAA VIRTAA
ALTFOR HØY STRØ
FÖR HÖG STRÖM
ΥΠΕΡΒΟΛΙΚΟ ΡΕΥΜΑ
ИЗБЫТОЧНЫЙ
ТОК
FIG. O
FIG. P
FIG. N
3
4
5
6
2
1
8
7
FIG. M
1- EVENTUALE BACCHETTA D'APPORTO - BAGUETTE
PULSADOR - BOTÃO - DRUKKNOP - TRYKKNAP - PAINIKE
ΠΛΗΚΤΡΟΥ ΛΑΜΠΑΣ -
КАБЕЛИ
КНОПКИ
ГОРЕЛКИ.
7- PEZZO DA SALDARE - PIÈCE À SOUDER - PIECE TO BE
D'APPORT ÉVENTUELLE - FILLER ROD IF NEEDED
-
- TAST - KNAPP -
ΠΛΗΚΤΡΟ -
КНОПКА.
BEDARFSWEISE EINGESETZTER SCHWEISSSTAB MIT
4- GAS - GAZ - GAS - GAS - GAS - GÁS - GAS - GAS - GAS -
WELDED
-
WERKSTÜCK - PIEZA A SOLDAR - PEÇA A
ZUSATZWERKSTOFF - EVENTUAL VARILLA DE APORTE -
GASS - GASEN -
ΑΔΡΑΝΕΣ ΑΕΡΙΟ
-
ГАЗ.
SOLDAR - TE LASSEN STUK - EMNE, DER SKAL SVEJSES
EVENTUAL VARETA DE ENCHIMENTO - EVENTUEEL
5- CORRENTE - COURANT - CURRENT - STROM -
PÅ - HITSATTAVA KAPPALE - STYKKE SOM SKAL SVEISES
STAAFJE VAN TOEVOER - EVENTUEL TILSATSSTAV -
CORRIENTE - CORRENTE - STROOM - STRØM - STRØM -
- STYCKE SOM SKA SVETSAS -
ΜΕΤΑΛΛΟ ΠΡΟΣ
MAHDOLLINEN LISÄAINESAUVA - STØTTEPINNE -
STRÖM -
ΡΕΥΜΑ -
ТОК.
ΣΥΓΚΟΛΛΗΣΗ -
СВАРИВАЕМАЯ ДЕТАЛЬ.
EVENTUELL STAV FÖR PÅSVETSNING -
ΕΝΔΕΧΟΜΕΝΗ
6- CAVI PULSANTE TORCIA - CÂBLES POUSSOIR TORCHE
8- ELETTRODO - ÉLECTRODE - ELECTRODE - ELEKTRODE
ΡΑΒΔΟΣ ΕΙΣΑΓΩΓΗΣ -
ВОЗМОЖНАЯ ПАЛОЧКА ДЛЯ
- TORCH BUTTON CABLES - KABEL BRENNERKNOPF -
- E L E C T R O D O - E L É C T R O D O - E L E K T R O D E -
ПРИПОЯ.
CABLES DEL PULSADOR SOPLETE - CABOS BOTÃO
ELEKTRODE - ELEKTRODI - ELEKTROD - ELEKTROD -
2- UGELLO - TUYÈRE - NOZZLE
-
DÜSE - BOQUILLA - BICO -
T O C H A - K A B E L S D R U K K N O P T O O R T S -
ΗΛΕΚΤΡΟΔΙΟ -
ЭЛЕКТРОД.
SPROEIER - DYSE - SUUTIN - SMØRENIPPEL -
BRÆNDERKNAPKABEL - PURISTIMEN PAINONAPIN
MUNSTYCKE -
ΜΠΕΚ -
СОПЛО.
KAAPELIT - KABLER TIL SVEISEBRENNERENS TAST -
3- PULSANTE - BOUTON - PUSHBUTTON - DRUCKKNOPF -
K A B E L K N A P P P Å S K Ä R B R Ä N N A R E -
Κ Α Λ Ω Δ Ι Α
TORCIA
TORCHE
TORCH
BRENNER
SOPLETE
TOCHA
TOORTS
BRÆNDER
POLTIN
SVEISEBRENNER
SKÄRBRÄNNARE
ΛΑΜΠΑ
ГОРЕЛКА
- 97 -
"Ładowanie instrukcji" oznacza, że należy poczekać, aż plik się załaduje i będzie można go czytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od prędkości Twojego internetu.
Podsumowanie
SPIS TR EŚCI POLSKI pag. pag. 1. OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA ŁUKOWEGO ............ 58 5.2 SPOSÓB PODNOSZENIA SPAWARKI ...................................................... 60 2. WPROWADZENIE I OGÓLNY OPIS ................................................................. 5 9 5.3 USTAWIENI...
prąd przemienny , dostarczany przez uzwojenie wtórne na prąd / napięcie stałe o niskim falowaniu. 5- Elektronic zny układ sterowania i regulacji: steruje bezzwłocznie wartość POZOSTAŁE ZAGRO ENIA tranzystorów prądu spawania i porównuje z wartością ustawioną przez operatora; - NIEWŁAŚCIWE U Ż YWANIE:...
Wcisnąć przycisk znajdujący się na uchwycie spawalniczym i zbliżyć przedmiot do natomiast niskie wartości ARC-FORCE umożliwiają bardziej miękki łuk, bez końcówki elektrody (2 - 3mm), odczekać aż zajarzy się łuk przekazywany przez impulsy rozpryskiwania typowego dla elektrod rutylowych. HF. Po zajarz...