WYSZUKIWANIE USTEREK - Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - Instrukcja obsługi - Strona 9












6.1.2 Spawanie
metodą
TIG DC
i umożliwiają
spawanie w jakimkolwiek po
łożeniu, typow
e podczas spawania
Spawanie
metodą
TIG DC przeznaczone
jest dla wszystkich stali węglowych
elektrod zasadowych, natomiast niskie
wartości
ARC-FORCE umo
żliwiają bardziej
niskostopowych i wysokostopowych oraz dla metali
ciężkich: miedź,
nikiel, tytan i ich
miękki łuk,
bez
rozpryskiwań, które są charakterystyczne
podczas spawania
stopy.
elektrody rutylowych.
Podczas spawani
a metodą
TIG DC z elektrod
ą znajdującą się
na biegunie (-)
jest
Spawarka jest ponadto
wyposażona w
funkcje HOT START i ANTI STICK
, które
zwykle używana
elektroda z 2%
zawartością
toru (pasmo koloru czerwonego) lub
gwarantują
łatwy start
i
zapobiegają
przyklejani
u się
elektrody do spawanego
elektroda z 2%
zawartością
ceru (pasmo koloru szarego).
przedmiotu.
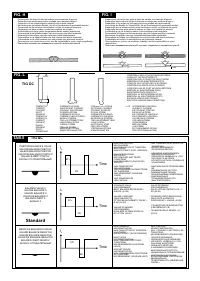
N
aostrzyć osiowo
elektrod
ę
wolframową
na ściernicy
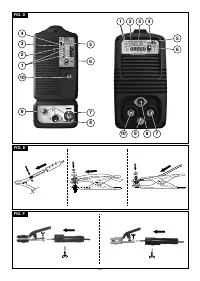
, patrz RYS. L,
dbając o to, aby
ostrze
był
o idealnie koncentryczne
celem uniknięcia
odchyleń
łuku
.
Ważne jest
, aby
6.2.1 Proces spawania
wykona
ć ostrzenie wzdłuż
elektrody. T
ę
opera
cję należy powt
arza
ć
ok
resowo, w
-
OSłANIAJ
Ą
C TWARZ pod maską spawalniczą
,
pocierać końcem elektrody o
zależności od zastosowania i zużycia
elektrody lub
też, jeżeli
zosta
ła
przypadkowo
spawan
y
przedmiot, wykonując ruch jak podczas zapalania zapałki
; jest to
zabrudzona, utlenia
się lub
też
jest
nieprawidłowo używana
.
Podczas spawania
najb
ardziej prawidłowy sposób zajarzenia łuku
.
metodą
TIG DC
jest możliwe
funkcjonowanie 2- taktowe (2T) i 4-taktowe (4T).
UWAGA: NIE
UDERZAĆ
elektrod
ą o przedmiot
; grozi to uszkodzeniem
powłoki i
utrudnia zajarzenie łuku
.
6.1.3 Spawanie
metodą
TIG AC
-
Bezpośrednio po zajarzeniu łuku
należy utrzymywać elektrodę podczas spawania
w
Ten rodzaj spawania
umożliwia
spawanie metali, takich jak aluminium i magne
z, które
odpowiedniej odległości od
przedmiotu,
odległość ta powinna być równa
średnicy
tworzą
na swojej powierzchni
warstwę ochronną i izolującą
tlenku.
Zamieniając
używanej
elektrody
i należy utrzymywać ją możliwie jak najbardziej stałą podczas
biegunowość
prąd
u spawania
można
“
przerwać
”
warstwę powierzchniową tlenk
u
za
całego procesu spawania
;
należy pamiętać, że nachylenie
elektrody w kierunku
pomocą
mechanizmu zwanego “piaskowaniem jonowym”.
Napięcie
na elektrodzie
posuwu powinno wynosić około
20-30 stopni.
wolframowej jest na przemian dodatnie (EP) i ujemne (EN). W czasie EP
tlenek
-
Po zakończeniu ściegu spawania przesunąć
końcówkę
elektrody le
kko do tyłu
zostanie usunięty z powierzchni
(“czyszczenie” lub “dotrawianie”),
umożliwiając
względem kierunku posuwu
,
aby wypełnić krater
,
a następnie szybko podnieść
powstawanie jeziorka. W czasie EN
następuje
maksymalne
obciążenie cieplne
elektrod
ę nad jeziorko spawalnicze, żeby zgasić łuk
(
WYGL
Ą
D ŚCIEGU
p
rzedmiotu, umożliwiając
e spawanie.
Możliwość zmiany
parametru balance w AC
SPAWALNICZEGO - RYS. N)
.
umożliwia
zredukowanie czasu trwania
przepływu prąd
u EP do minimum,
umożliwiając
tym samym szybsze spawanie.
7. KONSERWACJA
Większe wartości
parametru balance
umożliwiają szybsze
spawanie,
większ
y przetop,
_____________________________________________________________________________________________________________________
bardziej skoncentro
wany łuk
,
węższe
jeziorko spawalnicze i ograniczone
przegrzewanie elektrody. Natomiast mniejsze
wartości
tego parametru
gwarantują
UWAGA! PRZED WYKONANIEM OPERACJI KONSERWACYJNYCH
NALE
Ż
Y
większą czystość spawanego
przedmiotu. U
żywanie
zbyt niskiej
wartoś
ci parametru
UPEWNIĆ SIĘ,
Ż
E SPAWARKA
JEST WYŁ
Ą
CZONA
I
ODŁ
Ą
CZYĆ ZASILANIE.
balance
powoduje rozszerzenie łuku
i części utlenianej
, przegrzanie elektrody z
_____________________________________________________________________________________________________________________
konsekwentnym powstaniem kulki w
końcowej części,
napotkaniem trudności podczas
7.1 RUTYNOWA KONSERWACJA
zajarzenia oraz
zmianą
kierunku
łuku
. U
żywanie zbyt dużej wartoś
ci balance
OPERACJE RUTYNOWEJ KONSERWACJI MOG
Ą
BY
Ć
WYKONYWANE PRZEZ
powoduje
, że
jeziorko spawalnicze jest “brudne” z ciemnymi
wtrąceniami
.
OPERATORA.
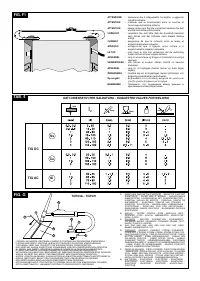
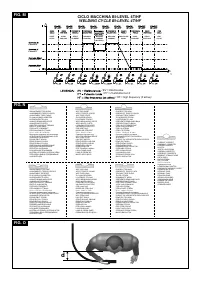
W tabeli
(TAB. 5)
znajduje się streszczenie
skutków zmiany
parametrów, które mogą
zaistnieć
podczas spawania AC.
7.1.1 KONSERWACJA UCHWYTU SPAWALNICZEGO
Podczas spawania metod
ą
TIG AC
jest możliwe
funkcjonowanie 2- taktowe (2T) i 4-
- Uni
kać
opierania uchwytu spawalniczego i przewodu
na gorących przedmiotach
;
taktowe (4T).
może to p
o
wodować
stopienie się
materia
łów
izolacyjnych, czy
niąc je tym samym
Ponadto
obowiązują
instru
kcje dotyczące
procesu spawania.
bardzo szybko nieużytecznymi
.
W tabeli
(TAB. 4)
podane są
dane orientacyjne
dotyczące
spawania aluminium;
- Okresowo s
prawdzać
szczelność
przewodów rurowych
i złączek gazowych
.
najbardziej odpowiedni
ą
elektrodą
jest czysta elektroda wolframowa (pasmo koloru
-
Dokładnie połączyć
kleszcze do zaciskania elektrody z wykalibrowanym dyfuzorem
zielonego).
gazu, dostosowanym do
średnicy wybranej
elektrody, aby zapobiec w ten sposób
przegrzewaniu się, nieprawidłowej dyfuzj
i gazu i w zwi
ązku z tym nieprawidłowemu
6.1.4 Proces spawania
funkcjonowaniu urz
ądzenia.
-
Z pomocą pokrętła wyregulować prąd spawania do żądanej wartości; ewentualnie
-
Przed każdym użyciem należy sprawdzić stan zużycia i prawidłowy montaż
dostosować do rzeczywistego obciążenia cieplnego niezbędnego podczas
elementów końcowych uchwytu spawalniczego: dysza, elektroda, kleszcze do
spawania.
zaciskania elektrody, dyfuzor gazu.
-
Wcisnąć przycisk na uchwycie spawalniczym, sprawdzając prawidłowy wypływ
strumienia gazu z uchwytu; jeżeli to konieczne należy wyregulować czas
7.2 NADZWYCZAJNA KONSERWACJA
wyprzedzenia gazu (PRE GAS)
oraz czas op
óźnienia wypływu gazu (POST GAS):
OPERACJE NADZWYCZAJNEJ KONSERWACJI POWINNY
BYĆ WYKONYWANE
oba te czasy należy regulować w zależności od warunków operacyjnych. W
WYŁ
Ą
CZNIE
PRZEZ PERSONEL
DOŚWIADCZONY
LUB WYKWALIFIKOWANY W
szczególności opóźnienie wypływu gazu musi być takie, aby umożliwiało
ZAKRESIE ELEKTRYCZNO-MECHANICZNYM.
schłodzenie elektrody i jeziorka po zakończeniu spawania, nie stykając się z
_____________________________________________________________________________________________________________________
atmosferą (utleniania i skażenia).
Tryb TIG z sekwencj
ą 2-Taktową:
UWAGA! PRZED
WYJĘCIEM
PANELI SPAWARKI I
DOSTANIEM SIĘ
DO JEJ
-
Wcisnąć do końca przycisk na uchwycie spawalniczym (P.I.), zajarzyć łuk i
WNĘTRZA
NALE
Ż
Y
UPEWNIĆ
SIĘ,
Ż
E SPAWARKA
ZOSTAŁA WYŁ
Ą
CZONA
I
utrzym
yw
ać
w
odległoś
ci 2 - 3mm od spawanego przedmiotu.
-
Aby przerwać spawanie należy zwolnić przycisk na uchwycie spawalniczym,
ODŁ
Ą
CZYĆ ZASIL
ANIE.
powodując stopniowe anulowanie prądu, (jeżeli jest włączona funkcja RAMPA
Ewentualne kontrole pod napięciem, wykonywane wewnątrz spawarki mogą
KOŃCOWA) lub natychmiastowe zgaszenie łuku z następującym po nim
grozić poważnym szokiem elektrycznym, powodowanym przez bezpośredni
opóźnieniem wypł
ywu gazu post-gas.
kontakt z częściami znajdującymi się pod napięciem lub/i mogą one powodować
Tryb TIG z sekwencj
ą 4-Taktową:
uszkodzenia wynikające z bezpośredniego kontaktu z częściami znajdującymi w
-
Pierwsze wciśnięcie przycisku powoduje zajarzenie łuku przy wartości prądu I
.
Po
ruchu.
Start
_____________________________________________________________________________________________________________________
zwolnieniu przycisku prąd wzrasta aż do
ustawionej
wartości prądu spawania; ta
wartość zostanie również utrzymana p
o zwolnieniu przycisku.
W przypadku, kiedy
-
Okresowo, z częstotliwością zależną od używania urządzenia oraz od stopnia
przycisk zostanie wciśnięty ponownie, wartość prądu zmniejszy się zgodnie z
zakurzenia otoczenia należy sprawdzać wnętrze urządzenia i usuwać kurz
funkcją RAMPA KOŃCOWA, aż do wartości I
.
Ta ostatnia zostanie utrzymana aż
minima
osadzający się na kartach elektrycznych bardzo miękką szczoteczką lub
do zwolnienia przycisku, co powoduje zakończenie cyklu spawania i rozpoczęcie
odpowiednimi rozpuszczalnikami.
okresu POST GAS. Jeżeli natomiast podczas działania funkcji RAMPA KOŃCOWA
- Przy okazji
należy sprawdzić, czy po
d
łączenia
elektryczne s
ą odpowiednio
przycisk zostanie zwolniony, cykl spawania zakończy się natychmiast i rozpocznie
zaciśnięte
, a na okablowaniach
nie występują ślady uszkodzeń
izolacji.
się okres POST GAS.
-
Po zakończeniu wyżej opisanych operacji należy ponownie zamontować
panele
Tryb TIG z sekwencj
ą 4-Taktową i BI-LEVEL::
spawarki,
dokręcając do końca
śruby zaciskowe
.
- Pierwsze wci
śnięcie przycisku powoduje zajarzenie łuku przy wartości prądu I
.
Po
Start
-
Bezwzględnie unikać wykonywania
operacji spawania podczas gdy spawarka jest
zwolnieniu przycisku prąd wzrasta aż do
ustawionej
wartości prądu spawania; ta
otwarta.
wartość zostanie również utrzymana po zwolnieniu przycisku. Przy każdym
kolejnym wciśnięciu przycisku (czas, który upłynie pomiędzy jego wciśnięciem i
8. WYSZUKIWANIE USTEREK
zwolnieniem powinien być krótki), prąd będzie się zmieniać od wartości ustawionej w
parametrze BILE VEL I
do warto
ści prądu głównego I
.
W PRZYPADKU WADLIWEGO FUNKCJONOWANIA
URZ
Ą
DZENIA
, PRZED
1
2
Przytrzymując przycisk wciśnięty
przez
dłuższy okres czasu wartość
pr
ąd
u
WYKONANIEM NAPRAWY LUB
ODDANIEM URZ
Ą
DZENIA DO
SERWISU
zmniejsza si
ę aż do wartoś
ci I
. Zostanie
ona następnie utrzymana aż do
minima
POGOTOWIA TECHNICZNEGO
NALE
Ż
Y SPRAWDZIĆ
, CZY:
zwolnienia przycisku, co powoduje zakończenie cyklu spawania i rozpoczęcie
- P
rąd
spawania, regulowany przez potencjometr
z podziałką
skalowan
ą
w amperach
okresu POST GAS
(RYS. M)
. Jeżeli natomiast podczas działania funkcji RAMPA
odpowiada
średnicy
i rodzajowi
używanej
elektrody.
KOŃCOWA
przycisk zostani
e zwolniony, cykl spawania zakończy się natychmiast i
- P
odczas gdy wyłącznik
główny znajduje się w pozycji
"ON"
zapali się
odpowiednia
rozpocznie się okres POST GAS.
lampka; w przeciwnym przypadku usterka
znajduje się
zwykle na linii zasilania
(przewody, wtyczka lub/i gniazdo wtyczkowe, bezpieczniki, itp.).
6.2 SPAWANIE
METOD
Ą
MMA
- Nie zapala
się żółty
led sygnal
izujący zadziałanie
zabezpieczenia termicznego
-
Absolutnie konieczne jest zastosowanie się do zaleceń producenta
elektrod
, jeżeli
przepięcia
,
zbyt niskiego napięcia lub też zwarcia
.
chodzi o
prawidłową biegunowość oraz
op
tymalny prą
d spawania (zwykle tego
- S
prawdzić
czy przestrzegany jest znamionowy czas pracy;
w przypadku zadziałania
rodzaju zalecenia
podane są na opakowaniu
elektrod).
zabezpieczenia termostatycznego
należy odczekać na naturalne schłodzenie
-
Prąd spawania
należy regulować w zależności
od średnicy używanej
elektrody oraz
urządzenia
,
sprawdzić
funkcjonowanie wentylatora.
rodzaju spoiny, któr
ą zamierza się wykonać
; po
niżej podane są
orientacyjne
wartości
- Skontrol
ować napięcie
linii:
jeżeli ustawiona wartość
jest zbyt wysoka lub zbyt niska
prądu, używane dla różnych średnic
elektrod:
spawarka nie zostanie odblokowana.
- Skontrol
ować, czy
na wyjściu spawarki
nie
nastąpiło
zwarcie : usun
ąć
usterkę
.
ø Elektroda (mm)
Prąd spawania
(A)
- Obwód spawania jest
podłączony prawidłowo
, a szczególnie czy zacisk przewodu
min.
max.
masowego
jest rzeczywiście
podłączony do
przedmiotu i nie zawiera materia
łów
1,6
25
-
50
izolacyjnych (np. farby).
2
40
-
80
- Stosowany jest odpowiedni g
az osłonowy
(Argon 99,5%)
i w odpowiedniej ilości
.
2,5
60
-
110
3,2
80
-
160
4
120
-
200
-
Proszę zwrócić uwagę, że przy jednakowych wartościach średnicy
elektrody
większe wartości prądu bądą używane do
s
pawania poziomego, podczas gdy do
spawania pionowego lub pułapowego
należy używać prądów o niższych
wartościach
.
- Parametry mechaniczne
spawanego złącza
określone
s
ą
, o
prócz natężenia
wybranego
prądu
,
również przez inne parametry
spawania,
takie ja: długość łuku
,
prędkość i pozycje spawania
,
średnica i jakość
elektrod (
elektrody należy
przechowywać
w suchym miejscu i chronić przed wilgocią w odpowi
ednich
opakowaniach lub pojemnikach).
-
Parametry spawania zależą również od
w
artość
ARC-FORCE (zachowanie
dynamiczne) spawarki. Ten paramet
r można ustawić n
a panel
u lub też
za po
mocą
zdalnego sterowania na 2 potencjometry.
-
Można zauważyć, że
wysokie
wartości
ARC-FORCE
powodują większ
e przetopienie
- 68 -
"Ładowanie instrukcji" oznacza, że należy poczekać, aż plik się załaduje i będzie można go czytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od prędkości Twojego internetu.
Inne modele sprzęt spawalniczy Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA