Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - Instrukcja obsługi - Strona 8












Aby dezaktywować tę funkcję w trybie spawania prądem PULSUJĄCYM, należy
oraz napięcia znamionowego zasilania
.
obrócić pokrętło kodera w kierunku przeciwnym do ruchu wskazówek zegara,
_____________________________________________________________________________________________________________________
dopóki na wyświetlaczu nie zostanie wyświetlony napis "
OFF".
UWAGA! Nieprzestrzeganie
wyżej podanych zaleceń powoduje nieskuteczne
działanie systemu zabezpieczającego, przewidzianego przez producenta
(klasy
I)
, z konsekwentnymi poważnymi zagrożeniami dla osób
(np. szok elektryczny)
lub przedmiotów (np.
pożar
).
_____________________________________________________________________________________________________________________
Dioda 4
5.4 POD
Ł
Ą
CZENIA
OBWODU SPAWANIA
_____________________________________________________________________________________________________________________
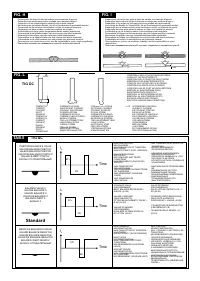
Pierwsza funkcja:
RAMPA KOŃCOWA
UWAGA! PRZED WYKONANIEM
NI
Ż
EJ PODANYCH PO
D
Ł
Ą
CZEŃ NALE
Ż
Y
W trybie spawania TIG AC/DC reguluje RAMPĘ KOŃCOWĄ prądu spawania po
UPEWNIĆ SIĘ, ŻE SPAWARKA JEST WYł
Ą
CZONA I ODł
Ą
CZYĆ
ZASILANIE.
zwolnieniu przycisku na uchwycie spawalniczym; ta regulacja umożliwia uniknięcie
2
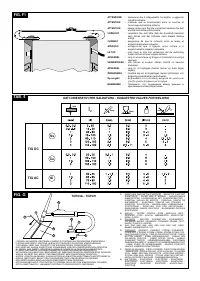
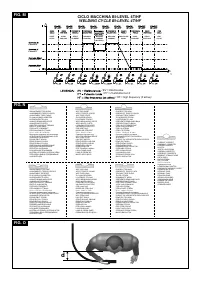
W tabeli
(TAB. 1)
podane są wartoś
ci zalecane dla przewodów spawalniczych (w mm )
,
powstawania krateru po zakończeniu spawania i pozwala na wypełnienie spoiwem
w zależności od
maksyma
lnego prądu, wytwarzanego przez spawarkę
.
podczas fazy opadania prądu.
_____________________________________________________________________________________________________________________
Druga funkcja:
CZĘSTOTLIWOŚĆ
5.4.1 Spawanie metodą TIG
W trybie spawania TIG AC/DC pr
ądem PULSUJĄCYM (wartość I
jest inna ni
ż "Off"
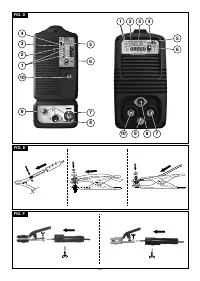
1
Podłączenie uchwytu spawalniczego
) umożliwia ustawienie częstotliwości pulsowania.
-
Włożyć przewód doprowadzający prąd do specjalne
j szybko
złączki (-). Włożyć
W trybie TIG AC z pulsowaniem dezaktywowanym ( I = "
OFF" ) umożliwia regulację
1
wtyczkę trójbiegunową (przycisk na uchwycie spawalniczym) do specjalnego
częstotliwości w AC.
gniazda. Podłączyć rurę gazową uchwytu spawalniczego do specjalnego przyłącza.
Podłączenie przewodu powrotnego prądu spawania
-
Podłączyć przewód do spawanego przedmiotu lub do metalowego stołu, na którym
został umieszczony, najbliżej jak tylko jest to możliwe do spawanego złącza.
Ten przewód należy podłączyć do zacisku oznac
zonego symbolem (+).
Podłączenie do butli z gazem
-
Dokręcić reduktor ciśnienia do zaworu butli gazowej, wkładając specjalną redukcję
Dioda 5
dostarczoną jako akcesoria do urządzenia.
-
Podłączyć przew
ód
doprowadzający
gaz do reduktor
a i zacisnąć zacisk znajdujący
Pierwsza funkcja:
się w wyposażeniu.
POST-GAS (
OPÓŹNIENIE WYPŁ
YWU GAZU)
-
Przed otwarciem zaworu butli należy poluzować nakrętkę regulującą reduktor
W trybie spawania TIG AC/DC umożliwia regulację czasu opóźnienia wypływu gazu
ciśnienia.
w sekundach.
-
Otworzyć butlę i wyregulować ilość gazu (l/min), zgodnie z orientacyjnymi danymi
Druga funkcja:
zastosowania, zamieszczonymi w tabeli
(TAB. 4)
; ewentualne regulacje wypływu
BALANCE
gazu mogą być wykonywane podczas spawania poprzez dokręcenie nakrętki
W trybie spawania TIG AC/DC
prądem pulsującym umożliwia regulację
funkcji
reduktora ciśnienia. Sprawdzić szczelność przewodów i złączek.
BALANCE.
Ten parametr reprezentuje zależność (wyrażoną w procentach)
UWAGA!
Po zakończeniu pracy należy zawsze zamknąć zawór butli z gazem.
pomiędzy czasem, w którym prąd znajduje się
w najwy
ższym
zakresie I oraz
2
ca
łkowity
m okresem pulsowania. Ponadto w trybie TIG AC (przy
wyłączonym
5.4.2 S
pawanie metodą
MMA
pulsowaniu), ten parametr wskazuje zależność pomiędzy czasem, w którym
Prawie wszystkie elektrody otulone
należy podłączyć do bieguna dodatniego
(+)
biegunowość prądu
znajdu
je się na poziomie
EN (elektroda ujemna) oraz
wytwornicy;
za wyjątkiem elektrod z otuleniem kwasowy
m
, które należy podłączyć
do
ca
łkowitym okresem prądu przemiennego. Im większa jest wartość dodatnia tym
bieguna ujemnego (-).
większe będzie wnikanie podczas spawania.
Podłączenie przewodu spawalniczego do uchwytu elektrody
7-
Szybkozłączka ujemna (-) umożliwiająca podłączeni
e przewodu spawalniczego.
Na końcu przewodu znajduje się specjalny zacisk, który służy do
zakleszczenia
8-
Wtyczka umo
żliwiająca podłą
czenie przewodu do przycisku uchwytu
nieosłoniętej części
elektrody.
spawalniczego.
Przewód ten należy
podłączyś do zacisku z
symbolem (+) .
9-
Złączka umożliwiająca podłączenie rury gaz
owej uchwytu spawalniczego TIG.
Podłączenie przewodu
powrotnego prądu spawania
10-
Szybkozłączka dodatnia (+) umożliwiająca podłączenie przewodu spawalniczego.
Należy podłączyć do spawanego przedmiotu lub do metalowego stołu spawalniczego,
na którym jest ułożony
,
jak najbliżej jest to możliwe do wykonywanego złącza
.
5. INSTALACJA
Przewód ten należy podłączyć do zacisku z
symbolem (-).
_____________________________________________________________________________________________________________________
Zalecenia:
-
Przekręcić do końca łączniki przewodów
s
pawalniczych w szybkozłączkach
(
jeżeli
UWAGA! WSZELKIE OPE
RACJE INSTALOWANIA I PODŁ
Ą
CZENIA
występują
),
aby zapewnić prawidłowy
zestyk elektryczny; w przeciwnym przypadku
ELEKTRYCZNE NALEżY WYKONAĆ PO UPRZEDNIM
WYŁ
Ą
CZENIU SPAWARKI
I
nastąpi przegrzanie łączników, co powoduje
szybkie zużycie i utratę skuteczności
.
-
Zastosować możliwie jak najkrótsze przewody spawalnicze
.
ODŁ
Ą
CZENIU Z SIECI ZASILANIA
.
-
Nie używać metalowych
struktur n
ie będących
częścią obrabianego przedmiotu
,
w
PODŁ
Ą
CZENIA ELEKTRYCZNE
POWINNY BYĆ WYKONANE
WYŁ
Ą
CZNIE PRZEZ
zastępstwie przewodu powrotnego prądu spawania
;
może to stanowić zagrożenie
P
ERSONE
L DOŚWIADCZONY LUB
WYKWALIFIKOWANY.
dla bezpieczeństwa
i obniżać wydajność procesu spawania
.
_____________________________________________________________________________________________________________________
5.1 PRZYGOTOWANIE
6. SPAWANIE: OPIS PROCESU
Rozpakować spawarkę i zamontować odłączone części
,
znajdujące się w opakowaniu
.
6.1 SPAWANIE TIG
Spawanie metodą TIG jest procesem, w którym wykorzystywane jest ciepło,
5.1.1
Montaż
przewodu powrotnego-zacisk kleszczowy (RYS. E)
wytwarzane przez łuk elektryczny po jego zajarzeniu i utrzymywane pomiędzy
elektrodą nietopliwą (wolframową) oraz spawanym przedmiotem. Elektroda
5.1.2
Montaż
przewodu spawania-uchwyt elektrody (RYS. F) (MMA)
wolframowa podtrzymywana jest przez odpowiedni uchwyt spawalniczy, służący do
przekazywania prądu spawania i zabezpieczenia samej elektrody oraz jeziorka
5.1.3
SPOSÓB PODNOSZENIA SPAWARKI
spawalniczego przed utlenianiem atmosferycznym za pomocą strumienia gazu
Wszystkie spawarki opisane w tej instrukcji należy podnosić za pomocą specjalnego
obojętnego (zwykle Argon: Ar 99,5%), który wypływa z dyszy ceramicznej
(RYS.G).
uchwytu lub pasa, znajdującego się w wyposażeniu, jeżeli przewidziany dla danego
Aby spawanie przebiegało prawidłowo niezbędne jest zastosowanie ściśle określonej
modelu (zamontowany jak pokazano na
RYS.
F1
).
średnicy elektrody dla danego rodzaju prądu, zgodnie z tabelką
(TAB.4).
Elektroda powinna zwykle wystawać z dyszy ceramicznej na 2-3mm, aż do odległości
5.2 USTAWIENIE SPAWARKI
8mm w przypadku spawania pod kątem.
Wyznaczyć miejsce
instalacji spawarki w taki sposób, aby
w pobliżu ot
woru wlotowego
Spawanie następuje przez stopienie brzegów złącza. W przypadku niewielkich
i wylotowego
powietrza chłodzącego nie znajdowały się przeszkody
(cyr
kulacja
grubości odpowiednio przygotowanych (do 1mm każda) nie jest wymagane spoiwo
wymuszona za pomocą
wentylatora,
jeżeli występuje
);
upewnić się
jednocześnie, czy
(RYS. H).
n
ie są zasysane
p
yły
przewodzące
, opary korozyjne,
wilgoć
, itd..
W przypadku większych grubości niezbędne jest przygotowanie pałeczek wykonanych
Zapewnić
co najmniej 250mm wolnej przestrzeni
wokół spawarki
.
z materiału bazowego o tym samym składzie i odpowiedniej średnicy, z odpowiednio
_____________________________________________________________________________________________________________________
przygotowanymi brzegami
(RYS. I).
Aby spawanie przebiegało prawidłowo zaleca się
dokładne oczyszczenie powierzchni z tlenku, olejów, smarów, rozpuszczalników, itp.
UWAGA!
Ustawić spawarkę
na płaskiej powierzchni, o nośności
6.1.1 Zajrzenie HF i LIFT
odpowiedniej dla
jej
ciężaru, celem uniknięcia
wywrócenia lub przesunięcia,
Zajarzenie HF:
które są niebezpieczne
.
_____________________________________________________________________________________________________________________
Zajarzenie łuku elektrycznego następuje bez kontaktu pomiędzy elektrodą wolframową
a spawanym przedmiotem, za pomocą iskry wytworzonej przez urządzenie o wysokiej
5.3
PODŁ
Ą
CZENIE
DO SIECI
częstotliwości.
- Przed wykonaniem
jakiegokolwiek podłączenia
elektrycznego
należy sprawdzić, czy
Ten sposób zajarzenia łuku nie powoduje wtrącenia wolframu do jeziorka
dane podane na tabliczce s
pawarki odpowiadają wartościom napięci
a
i
spawalniczego ani też zużycia elektrody i ułatwia start we wszystkich położeniach
częstotliwośc
i
sieci, będącymi do dyspozycji w miejscu instalacji
.
spawania.
-
Spawarkę należy podłączyć wyłącznie do
systemu zasilania z przewodem
Proces:
neutralnym
podłączonym do uziemienia
.
Wcisnąć przycisk znajdujący się na uchwycie spawalniczym i zbliżyć przedmiot do
-
Aby zapewnić zabezpieczenie przed pośrednim kontaktem należy stosować
końcówki elektrody (2 - 3mm), odczekać aż zajarzy się łuk przekazywany przez impulsy
wyłączniki różnicoprądowe typu:
HF . Po zajarzeniu łuku utworzyć jeziorko ciekłego metalu na przedmiocie i przesuwać
się wzdłuż złącza.
- Typ A
(
)
dla urządzeń jednofazowych;
W przypadku napotkania trudności podczas zajarzenia łuku, pomimo stwierdzenia
obecność gazu i widocznych wyładowań HF, nie należy przedłużać działania HF na
- Typ B
(
)
dla urządzeń trójfazowych.
elektrodę ale sprawdzić integralność powierzchni i kształt końcówki, ewentualnie
- Celem s
pełnienia wszystkich wymagań
Normy EN 61000-3-11 (Flicker)
zaleca się
zregenerować na ściernicy. Po zakończeniu cyklu pracy prąd jest anulowany przez
podłączenie spawarki
do interfejsu sieci zasilania, który wykazuje impedan
cję
ustawioną krzywa opadania.
mniejszą
od
Zmax = 0.227ohm (1
~
).
Zajarzenie LIFT:
-
Spawarka nie spełnia wymogów normy IEC/EN 61000-3-12.
Zajarzenie łuku elektrycznego następuje poprzez odsunięcie elektrody wolframowej od
W przypadku podłączania do publicznej sieci zasilania, obowiązkiem instalatora lub
spawanego przedmiotu. Ten sposób zajarzenia powoduje mniej zakłóceń elektro-
użytkownika jest sprawdzenie, czy spawarka może zostać do niej podłączona, (jeżeli
natężenia i zmniejsza do minimum wtrącenia wolframu oraz zużycie elektrody.
to konieczne skonsultuj się z przedsiębiorstwem zarządzającym siecią dystrybucji).
Proces:
Przyłożyć lekko końcówkę elektrody do spawanego przedmiotu. Wcisnąć do końca
5.3.1 Wtyczka i gniazdo
przycisk na uchwycie spawalniczym i podnieść elektrodę o 2-3mm z kilkusekundowym
Podłączyć
do przewodu zasilania znormalizowan
ą
wtyczk
ę
(2P + T (1
~
)),
o
opóźnieniem, w ten sposób uzyska się zajarzenie łuku. Spawarka dostarcza
odpowiedniej
obciążalności
i przygotować
gniazdk
o sieciowe, wyposażone w
początkowo prąd PODSTAWOWY, po kilku sekundach działania zostanie dostarczony
bezpieczniki lub
automatyc
zny wyłącznik
; odpowiedni przewód
uziemiający
(
żółto
-
ustawiony prąd spawania. Po zakończeniu cyklu prąd jest anulowany przez ustawioną
zielony) linii zasilania
należy połączyć
z zaciskiem
uziemiający
m. W tabeli
(TAB.1)
krzywą opadania.
podane s
ą wartoś
ci, zalecane w amperach dla
bezpieczników zwłocznych, wybrany
ch
w zależności od maksymalnego
prądu znamionowego, wytwarzanego
przez spawarkę
e
Hz
BAL
- 67 -
"Ładowanie instrukcji" oznacza, że należy poczekać, aż plik się załaduje i będzie można go czytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od prędkości Twojego internetu.
Inne modele sprzęt spawalniczy Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA