Telwin THUNDER 220 AC HONDA 825001 - Instrukcja obsługi - Strona 18











- 97 -
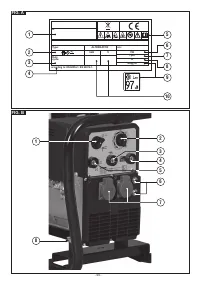
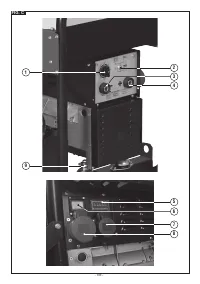
WERSJA 300A DC (Rys. C)
1- Przełącznik skokowy służący do regulacji prądu spawania
2- Przełącznik służący do regulacji 3 zakresów prądu spawania
oraz do regulacji napięcia wyjściowego gniazd pomocniczych.
3- Szybkozłączka ujemna (-) do podłączenia przewodu
spawalniczego.
4- Szybkozłączka dodatnia (+) do podłączenia przewodu
spawalniczego.
5- Woltomierz gniazd pomocniczych.
6- Wyłącznik magnetotermiczny.
7- Gniazdo jednofazowe.
8- Gniazdo trójfazowe.
9- Otwór umożliwiający podłączenie uziemienia.
5. INSTALACJA
UWAGA!
WYKONAJ
WSZELKIE
OPERACJE
INSTALACJI I PODŁĄCZENIA ELEKTRYCZNE DOPIERO PO
WYŁĄCZENIU MOTOSPAWARKI. PODŁĄCZENIA ELEKTRYCZNE
MUSZĄ BYĆ WYKONYWANE WYŁĄCZNIE PRZEZ PERSONEL
DOŚWIADCZONY LUB WYKWALIFIKOWANY.
PRZYGOTOWANIE
Rozpakuj motospawarkę i zamontuj odłączone części znajdujące się
w opakowaniu.
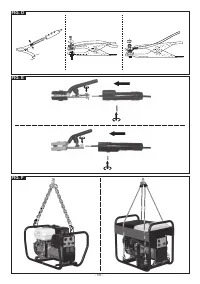
Połączenie przewodu powrotnego z zaciskiem
Rys. D
Połączenie przewodu spawalniczego z uchwytem elektrody
Rys. E
SPOSÓB PODNOSZENIA MOTOSPAWARKI
Podnoszenie motospawarki MUSI być wykonywane w sposób
pokazany na Rys. F.
Obowiązuje to zarówno podczas pierwszej instalacji jak i podczas
całego okresu eksploatacji.
Uwaga: Przed podniesieniem urządzenia należy wyjąć, jeśli
występują, podajnik drutu, butlę gazową, kable i przewody rurowe
sprzęgające i zasilające; zwróć uwagę, aby liny, pasy lub łańcuchy
wykorzystywane do podnoszenia nie powodowały uszkodzenia
elementów dodatkowych motospawarki.
USTAWIENIE MOTOSPAWARKI
Wyznacz miejsce instalacji motospawarki w taki sposób, aby w
pobliżu otworu wlotowego i wylotowego powietrza chłodzącego nie
znajdowały się przeszkody; upewnij się jednocześnie, czy nie są
zasysane pyły przewodzące, opary korozyjne, wilgoć, itd.
Zapewnij co najmniej 1m wolnej przestrzeni wokół urządzenia.
UWAGA
!
Ustaw urządzenie na płaskiej powierzchni,
o nośności odpowiedniej dla jego ciężaru, celem uniknięcia
przewrócenia lub przesunięcia, które są niebezpieczne.
UZIEMIENIE URZĄDZENIA
Aby
zapobiegać
wyładowaniom
elektrycznym
spowodowanym przez uszkodzone urządzenia wykorzystywane,
motospawarka musi być podłączona do stałej instalacji uziemiającej
z zastosowaniem specjalnego zacisku.
Rys. G
PODŁĄCZENIA ELEKTRYCZNE MUSZĄ BYĆ WYKONYWANE
WYŁĄCZNIE PRZEZ PERSONEL DOŚWIADCZONY LUB
WYKWALIFIKOWANY.
SILNIK SPALINOWY
Jeżeli chodzi o:
- kontrole wykonywane przed użyciem;
- uruchamianie silnika;
- obsługę silnika;
- wyłączanie silnika;
należy odwołać się do INSTRUKCJI OBSŁUGI UŻYTKOWNIKA
zredagowanej przez producenta silników spalinowych.
PODŁĄCZENIA OBWODU SPAWANIA
UWAGA
!
PRZED WYKONANIEM OPISANYCH NIŻEJ
PODŁĄCZEŃ NALEŻY UPEWNIĆ SIĘ, ŻE MOTOSPAWARKA
JEST WYŁĄCZONA.
W Tabeli
(TAB. 1)
podane są wartości zalecane dla przewodów
spawalniczych (w mm²), wybrane w zależności od maksymalnego
prądu wytwarzanego przez motospawarkę.
Podłączenie przewodu spawalniczego uchwytu elektrodowego
Na terminalu znajduje się specjalny zacisk, który umożliwia
dokręcenie nieosłoniętej części elektrody.
Ten przewód musi być podłączony do zacisku oznaczonego
symbolem (60A-120A), (130A-200A) lub (+).
Podłączenie przewodu powrotnego prądu spawania
Na terminalu znajduje się zacisk, który służy do podłączenia do
spawanego przedmiotu lub do metalowego stołu, na którym został
umieszczony, najbliżej jak tylko jest to możliwe do spawanego złącza.
Ten przewód musi być podłączony do zacisku oznaczonego
symbolem
lub (-).
Zalecenia:
- Obróć do końca łączniki przewodów spawalniczych w
szybkozłączkach, aby zapewnić prawidłowy styk elektryczny; w
przeciwnym przypadku nastąpi przegrzanie łączników z odnośnym
szybkim zużyciem i utratą ich skuteczności.
- Używaj najkrótsze możliwie przewody spawalnicze.
- Nie używaj metalowych struktur, które nie są częścią poddawanego
obróbce przedmiotu w zastępstwie przewodu powrotnego prądu
spawania, może to być niebezpieczne i może powodować
uzyskanie niedostatecznych wyników podczas spawania.
6. SPAWANIE: OPIS PROCESU
- Należy odwołać się do zaleceń producenta elektrod, które
wskazują prawidłową polaryzację oraz optymalny prąd spawania
(zwykle te zalecenia znajdują się na opakowaniu elektrod).
- Prąd spawania należy regulować w zależności od średnicy
zastosowanej elektrody oraz od rodzaju złącza, które zamierza się
wykonać; poniżej przedstawione są orientacyjne wartości prądu
używane dla różnych średnic elektrod:
Ø Elektrody
(mm)
Prąd spawania (A)
min.
max.
1.6
25
50
2
40
80
2.5
60
110
3.2
80
160
4.0
120
200
5.0
160
230
6.0
200
330
- Proszę zauważyć, że przy jednakowych wartościach średnicy
elektrody, większe wartości prądu będą używane do spawania
poziomego, podczas gdy do spawania pionowego lub pułapowego
należy używać mniejszych wartości prądów.
- Właściwości mechaniczne spawanego złącza są wyznaczone,
oprócz natężenia wybranego prądu, również przez inne parametry
spawania, takie jak: długość łuku, prędkość i pozycje spawania,
średnica i jakość elektrod (elektrody należy przechowywać
w odpowiednich opakowaniach lub pojemnikach, w miejscu
zabezpieczonym przed wilgocią).
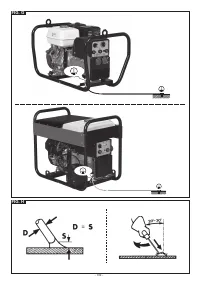
Proces spawania:
Przełącz przełącznik na
(tylko WERSJA 200A AC).
- OSŁANIAJĄC TWARZ maską spawalniczą pocieraj końcem
elektrody o spawany przedmiot, wykonując ruch jak podczas
zapalania zapałki; jest to najbardziej prawidłowy sposób zajarzenia
łuku.
UWAGA: NIE UDERZAJ elektrodą o przedmiot, grozi to
uszkodzeniem powłoki i utrudnia zajarzenie łuku.
- Bezpośrednio po zajarzeniu łuku utrzymuj elektrodę w odpowiedniej
odległości od przedmiotu, równej średnicy używanej elektrody i
utrzymuj ją możliwie jak najbardziej stałą podczas całego procesu
spawania; pamiętaj, że nachylenie elektrody w kierunku posuwu
powinno wynosić około 20-30 stopni(Rys. H).
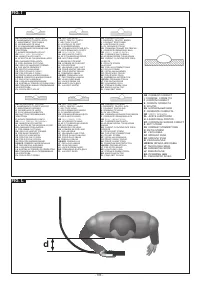
- Po zakończeniu ściegu spawalniczego przesuń końcówkę
elektrody lekko do tyłu względem kierunku posuwu i umieść ją nad
kraterem, umożliwiając w ten sposób jego wypełnienie, następnie
"Ładowanie instrukcji" oznacza, że należy poczekać, aż plik się załaduje i będzie można go czytać online. Niektóre instrukcje są bardzo obszerne, a czas ich ładowania zależy od prędkości Twojego internetu.
Inne modele generatory Telwin
-
 Telwin MOTOINVERTER 204 CE HONDA 815793
Telwin MOTOINVERTER 204 CE HONDA 815793
-
 Telwin MOTOINVERTER 254 CE HONDA 815975
Telwin MOTOINVERTER 254 CE HONDA 815975
-
 Telwin MOTOINVERTER 264D CE LOMBARDINI 815980
Telwin MOTOINVERTER 264D CE LOMBARDINI 815980
-
 Telwin THUNDER 304 CE KOHLER 825002
Telwin THUNDER 304 CE KOHLER 825002